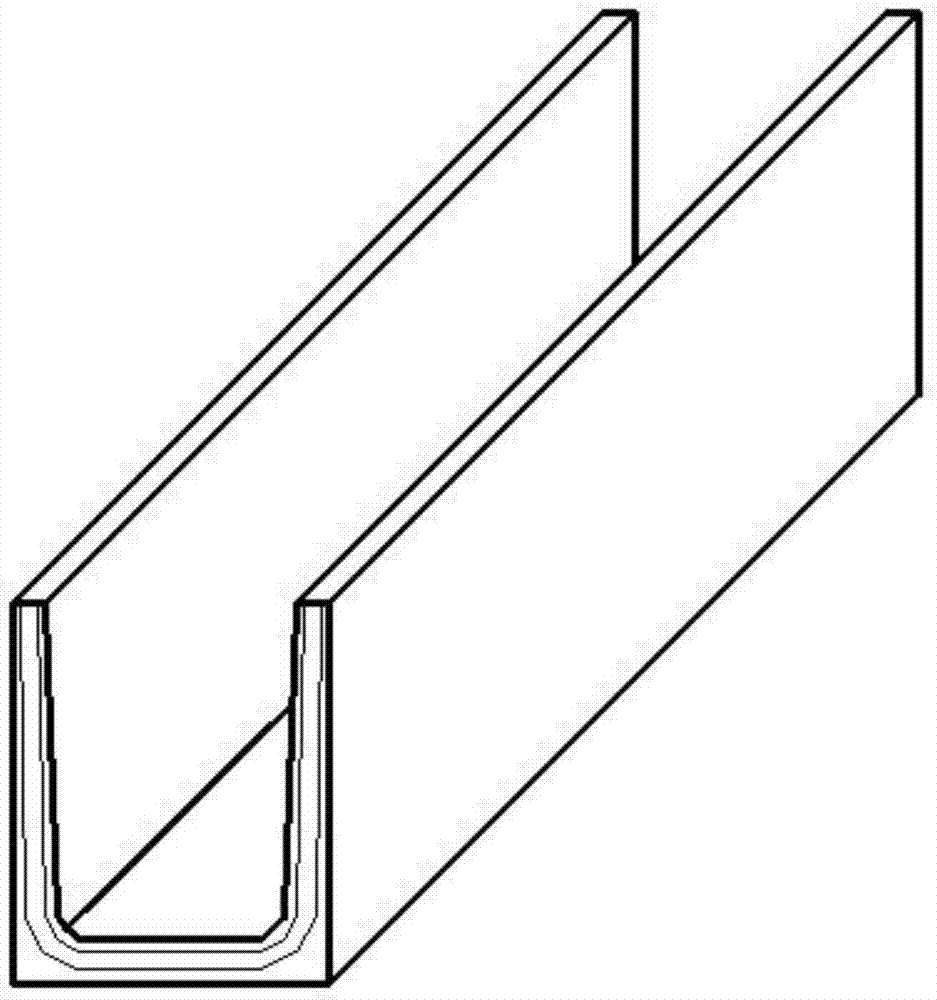
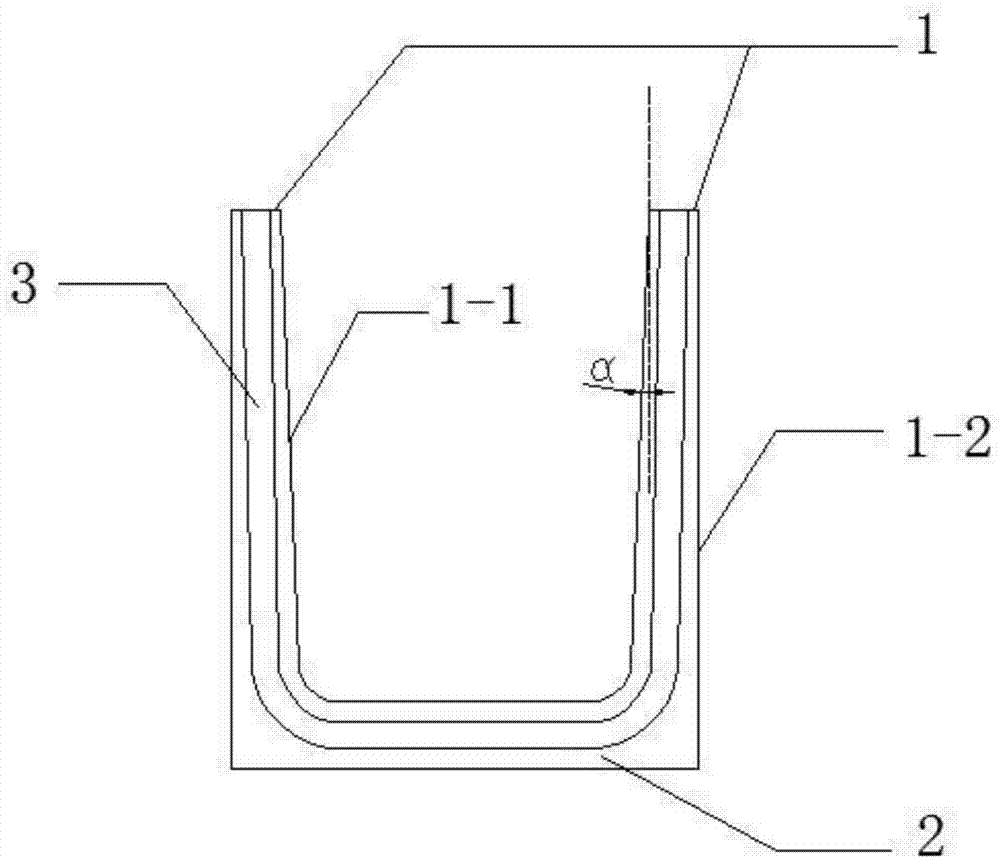
Preparation method of anti-seepage water delivery tank of channel
A water tank and channel technology is applied in the field of preparation of U (rectangular) water tanks for water conservancy and water conveyance in farmland. Smooth, uniform quality results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0014] Specific implementation mode one: the preparation method of the anti-seepage water delivery tank of the channel in this implementation mode is implemented according to the following steps:
[0015] 1. Weigh 390-420kg of cement, 70-80kg of fly ash, 25-30kg of mineral powder, 178-198kg of water, 600-720kg of medium sand, 677-718kg of gravel with specifications 1-2, 400-450kg of crushed stone with a specification of 0.5, 5-8kg of steel fiber and 9.5-10.5kg of admixture are used as raw materials;
[0016] 2. Add the weighed raw materials to the mixer, stir them evenly, and then transfer them to the distribution machine through the feeding truck. In the water tank mould, at the same time, the vibrating table drives the anti-seepage water delivery tank mold to vibrate at a frequency of 1000-1500 Hz for 2-3 minutes to complete the cloth vibration molding of concrete raw materials;
[0017] 3. Transport the mold of the anti-seepage water delivery tank carrying the vibration-fo...
specific Embodiment approach 2
[0021] Specific embodiment two: the difference between this embodiment and specific embodiment one is that the label of the cement described in step one is 425. Other steps and parameters are the same as those in Embodiment 1.
specific Embodiment approach 3
[0022] Embodiment 3: The difference between this embodiment and Embodiment 1 or 2 is that the grade of the fly ash described in step 1 is the first grade. Other steps and parameters are the same as those in Embodiment 1 or Embodiment 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Compressive strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More