

Grinding roller and preparation method thereof
A grinding roll and roll body technology, applied in the field of wear-resistant carbide-coated composite grinding roll and its preparation, can solve the problems of low coating bonding strength, low production efficiency, and demanding production equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0071] Embodiment 1: the preparation method of grinding roller, comprises the steps:
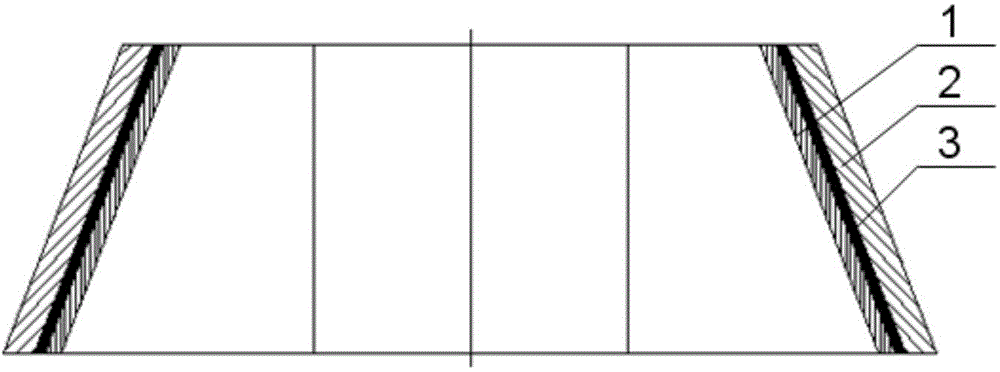
[0072] 1. First prepare a vanadium plate 1, wherein the purity of vanadium should be controlled at 99.7%. The vanadium plate 1 should be surface treated first, and the steps are as follows:
[0073] The first step is pickling, choose 300ml / L hydrochloric acid, and then rinse with running water;
[0074] In the second step of pickling, choose 300ml / L hydrofluoric acid, and then rinse with running water;
[0075] The third step is surface grinding, using 800 mesh Al 2 o 3 Sandpaper and finally ultrasonic cleaning with alcohol. The thickness of the vanadium plate 1 is controlled at 0.2mm.
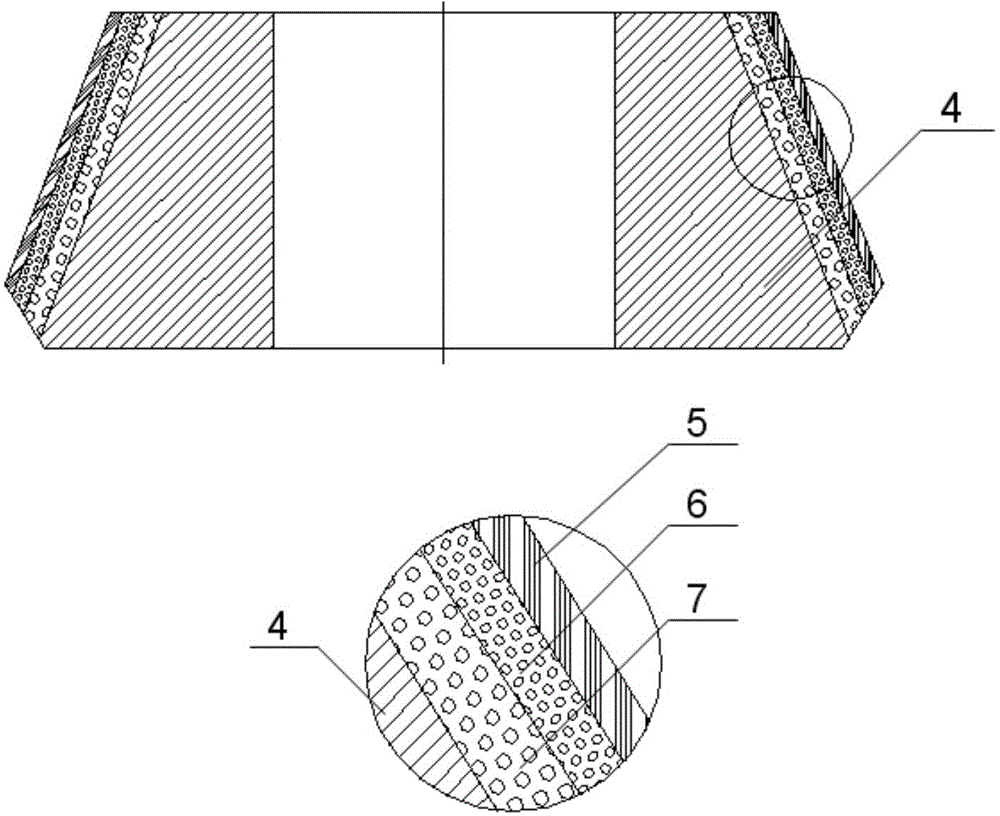
[0076] 2. According to the working force of the grinding roller, the main wear part is the surface of the roller body. Therefore, the external carbon source 3 is fixed on the inner wall of the pipe mold 2. The external carbon source 3 is graphite paper, and the graphite paper is above grade three , a pur...
Embodiment 2
[0084] Embodiment 2: the preparation method of grinding roller, comprises the steps:
[0085] 1. First prepare a vanadium plate 1, wherein the purity of vanadium should be controlled at 99.8%. The vanadium plate 1 should be surface treated first, and the steps are as follows:
[0086] The first step is pickling, 60ml / L phosphoric acid, and then rinse with running water;
[0087] The second step is pickling, 200ml / L sulfuric acid, and then rinse with running water;
[0088] The third step is surface grinding, using 1000 mesh Al 2 o 3 Sandpaper and finally ultrasonic cleaning with alcohol. The thickness of the vanadium plate 1 is controlled at 1 mm.
[0089] 2. According to the working force of the grinding roller, the main wear part is the surface of the roller body. Therefore, the external carbon source 3 is fixed on the inner wall of the austenitic stainless steel conical tube mold 2 of the centrifuge, and the external carbon source 3 is graphite paper. , the graphite p...
Embodiment 3
[0097] Embodiment 3: the preparation method of grinding roller, comprises the steps:
[0098] 1. First prepare a vanadium plate 1, wherein the purity of vanadium should be controlled at 99.8%. The vanadium plate 1 should be surface treated first, and the steps are as follows:
[0099] The first step is pickling, 120ml / L hydrogen peroxide, and then rinse with running water;
[0100] The second step is pickling, 240ml / L hydrogen peroxide, and then rinse with running water;
[0101] The third step is surface grinding, using 1000 mesh Al 2 o 3 Sandpaper and finally ultrasonic cleaning with alcohol. The thickness of the vanadium plate 1 is controlled at 0.35mm.
[0102] 2. According to the working force of the grinding roller, the main wear part is the surface of the roller body. Therefore, the external carbon source 3 is fixed on the inner wall of the austenitic stainless steel conical tube mold 2 of the centrifuge, and the external carbon source 3 is graphite paper. , the g...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More