

7-series high-strength aluminum alloy variable polarity plasma arc welding method
A plasma arc and welding method technology, which is applied in the field of aluminum alloy welding, can solve the problems of sensitivity to changes in welding parameters, poor plasma arc stability, and many process parameters, and achieves the effects of high welding efficiency, avoiding hot cracks, and uniform appearance of the welding seam.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
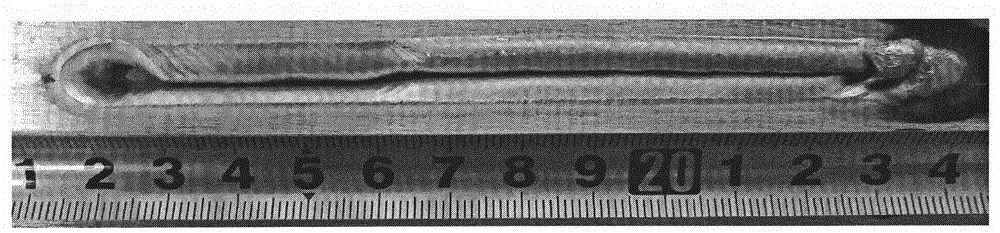
[0044] Embodiment 1, the difference between the variable polarity plasma arc welding method of the 7 series high-strength aluminum alloy of the present invention and the above comprehensive method is that the 10mm thick 7075 aluminum alloy is subjected to variable polarity plasma arc welding, and the optimized process parameters are positive and negative The polar currents are 240A and 300A respectively, the time ratio of positive and reverse polarity currents is 21ms: 4ms, the calculated average current is 250A, the ion gas flow rate is 2.0L / min, the wire feeding speed is 220mm / min, and the welding speed is 150mm / min. min, the shrinkage of the tungsten electrode is 3mm, the nozzle height is 4mm, and the shielding gas flow rate is 15L / min. The specific steps are as follows:
[0045] Preparation before welding: Mechanically clean the surface of the aluminum alloy weldment with a steel brush and sandpaper to remove the surface oxide film, and use acetone to remove the surface oil...
Embodiment 2
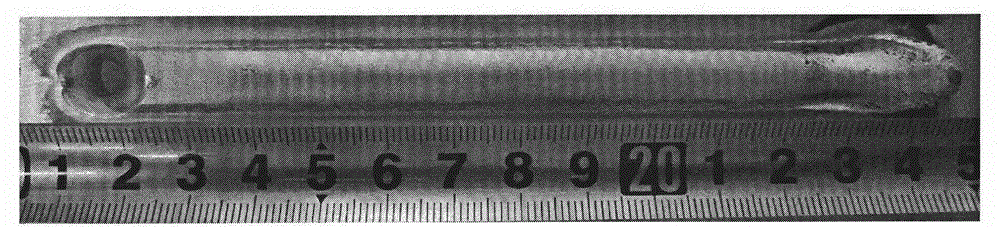
[0048] Embodiment 2, the difference between the variable polarity plasma arc welding method of the 7 series high-strength aluminum alloy of the present invention and the above-mentioned comprehensive method is that the 6mm thick 7010 aluminum alloy is subjected to variable polarity plasma arc welding, and the welding process conditions are positive and reverse polarity currents respectively 190A and 240A, the time ratio of forward and reverse polarity current is 21ms: 4ms, the calculated average current is 198.8A, the ion gas flow rate is 2.2L / min, the wire feeding speed is 220mm / min, and the welding speed is 230mm / min. The shrinkage of the tungsten electrode is 3mm, the nozzle height is 4mm, and the shielding gas flow rate is 15L / min. The specific steps are as follows:
[0049] Preparation before welding: Mechanically clean the surface of the aluminum alloy weldment with a steel brush and sandpaper to remove the surface oxide film, and use acetone to remove the surface oil.
...
Embodiment 3
[0052] Embodiment 3, the difference between the variable polarity plasma arc welding method of the 7 series high-strength aluminum alloy of the present invention and the above-mentioned comprehensive method is that the 8mm thick 7A52 aluminum alloy is subjected to variable polarity plasma arc welding, and the welding process conditions are positive and reverse polarity currents respectively The current is 200A and 260A, the time ratio of forward and reverse polarity current is 19ms:4ms, the calculated average current is 211.7A, the ion gas flow rate is 2.0L / min, the wire feeding speed is 180mm / min, and the welding speed is 200mm / min. The shrinkage of the tungsten electrode is 3.5mm, the nozzle height is 8mm, and the shielding gas flow rate is 10L / min. The specific steps are as follows:
[0053] Preparation before welding: Mechanically clean the surface of the aluminum alloy weldment with a steel brush and sandpaper to remove the surface oxide film, and use acetone to remove the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More