

Preparation method of powder metallurgy gear and sprocket
A powder metallurgy and gear technology, applied in the field of powder metallurgy, can solve the problems of increased pressure of re-pressing, increased die loss, etc., and achieve the effects of increasing density, increasing extrusion process, and simple manufacturing process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] ① Prepare the raw materials, that is, the mixed powder of iron copper and carbon. The ratio is: atomized iron powder is 96.8%, carbon is 0.70%, copper powder is 2%, and then add lubricant with a content of 0.5%;
[0051] ②Compress the above mixed powder under a pressure of 600MPa to a density of 7.10g / cm 3 tooth (chain) wheel blank;
[0052] ③Sintering, the tooth (chain) wheel parts are sintered at a temperature of 1200°C, the sintering time is 20 minutes, and the sintering is carried out in a vacuum sintering furnace;
[0053] ④Annealing: the annealing temperature is 850°C; the atmosphere is nitrogen, the annealing holding time is 60 minutes, and the cooling rate from the annealing temperature to 300°C after annealing is 0.1°C / S;
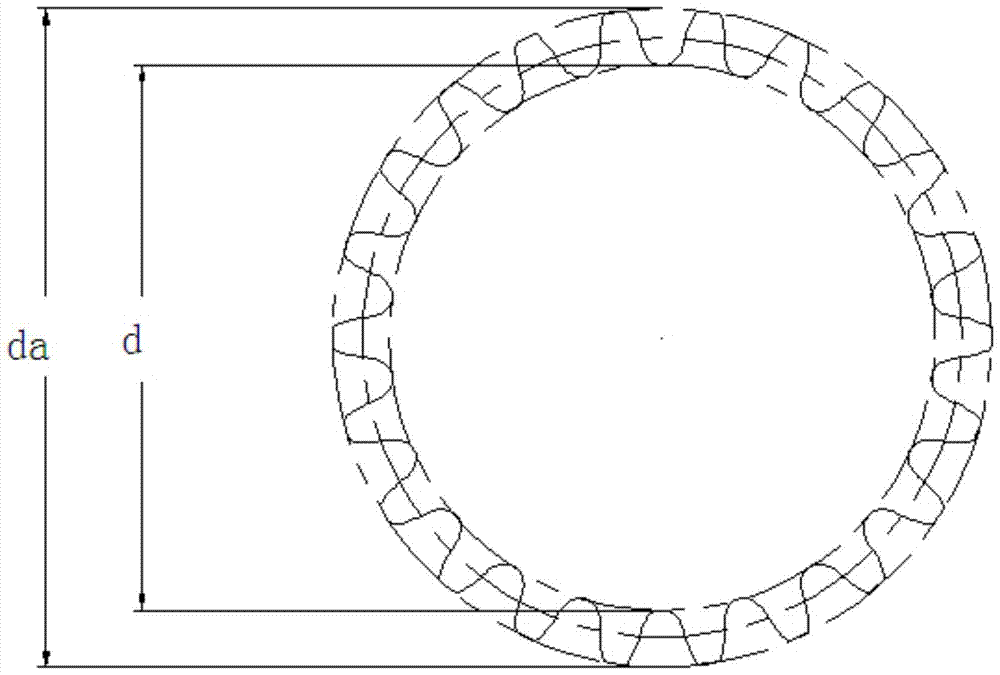
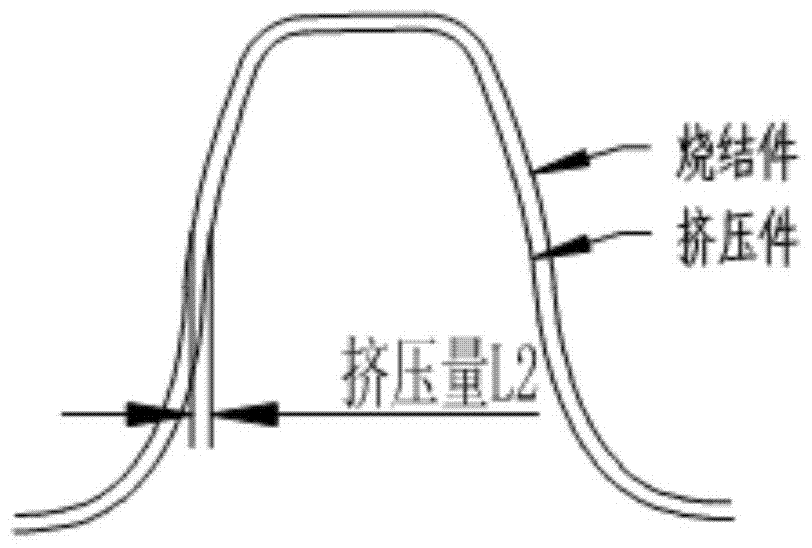
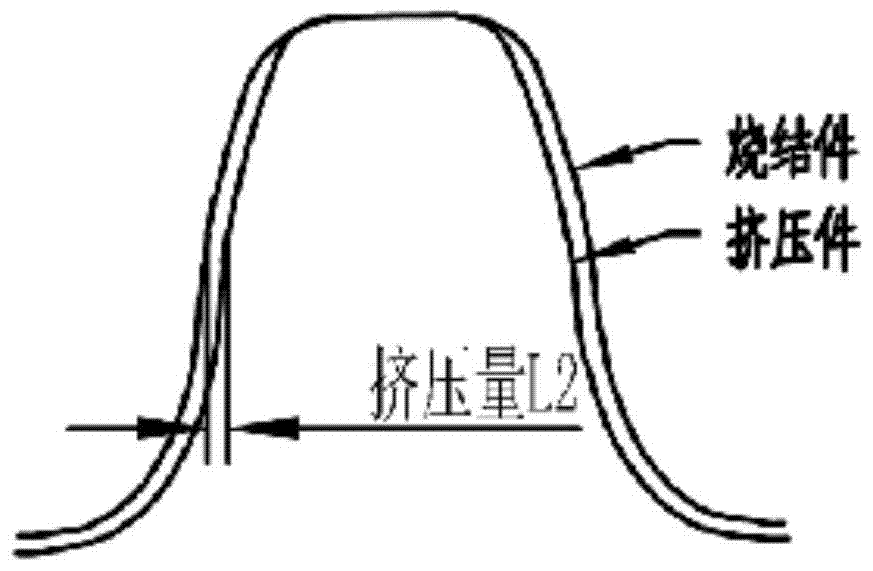
[0054] ⑤ Extrusion (finishing): Extrusion is carried out on a press modified by an extrusion molding machine or a finishing press, and the extrusion deformation L2 is (da-d) / 2×8%, while for the internal gear, then L2≥(d-da) / 2×2%, where da ...
Embodiment 2
[0058] ① Prepare the raw materials, that is, the mixed powder of iron, chromium, molybdenum and carbon. The ratio is: iron alloy powder (chromium is 3.0%, molybdenum is 0.5%, other unavoidable substances, less than 1%, iron is the balance) is 50 %, pure iron powder is 48.7%; carbon is 0.8%, and then add lubricant with a content of 0.5%;
[0059] ② Press the above mixed powder under a pressure of 600MPa to form a tooth (chain) wheel green body with a density of 7.2g / cm3.
[0060] ③Sintering, the tooth (chain) wheel parts are sintered at a temperature of 1120°C, the sintering time is 20 minutes, and the sintering is carried out in a sintering furnace based on nitrogen and the proportion of hydrogen is 10vol%;
[0061] ④Annealing: The annealing temperature is 850°C; the atmosphere is nitrogen, the annealing holding time is 60 minutes, and the cooling rate from the annealing temperature to 300°C after annealing is 0.1°C / S.
[0062] ⑤ Extrusion (finishing): Extrusion is carried ou...
Embodiment 3
[0065] ① Prepare the raw materials, that is, the mixed powder of iron, chromium, molybdenum and carbon. The ratio is: iron alloy powder (chromium is 17.0%, molybdenum is 1.0%, other unavoidable substances, less than 1%, iron is the balance) is 99.2 %; carbon is 0.3%, and then add a lubricant with a content of 0.5%;
[0066] ② Warm press the above mixed powder under a pressure of 600MPa to a density of 6.60g / cm 3 tooth (chain) wheel blank;
[0067] ③Sintering, the tooth (chain) wheel parts are sintered at a temperature of 1200°C, the sintering time is 60 minutes, the sintering is carried out in a vacuum sintering furnace, and annealed at 890°C for 60 minutes during the cooling stage after sintering, after annealing The cooling rate from the annealing temperature to 300°C is 0.15°C / S;
[0068] ④ Extrusion (finishing): Extrusion is performed on a press modified by an extrusion molding machine or a finishing press, and the extrusion deformation L2 is (da-d) / 2×5%;
[0069] ⑤Heat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More