

Preparation method of aluminum alloy brazing composite foil for automotive condenser fin
An aluminum alloy and condenser technology, which is applied in the field of preparation of aluminum alloy brazing composite foil for automobile condenser fins, can solve the problems of low strength and poor sag resistance, and achieves low heating temperature, increased strength, and reduced collapse. sexual effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0056] Step 1, preparation of core layer alloy:
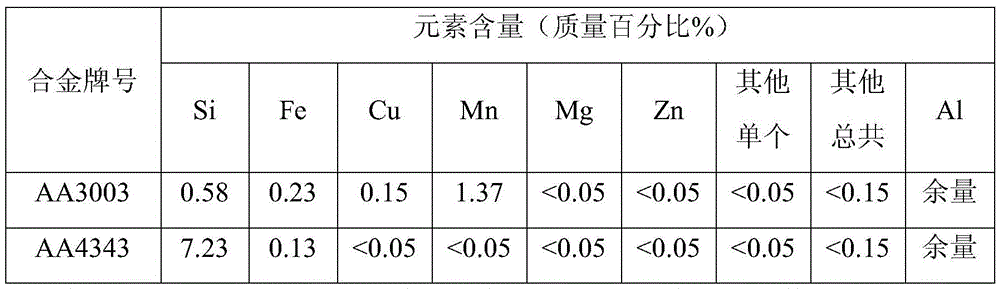
[0057] Feeding is carried out according to the standard composition ratio of Al-Mn aluminum alloy with brand AA3003, and the Al-Mn aluminum alloy with brand AA3003 is fed according to the following mass percentage composition ratio: Si: 0.58%; Fe: 0.23%; Cu: 0.15% ; Mn: 1.37%; Mg: <0.05%; Zn: <0.05%; other single impurity elements <0.05%; the sum of other impurity elements <0.15%; the balance is Al;
[0058] The above-mentioned Al-Mn aluminum alloy was smelted at a temperature of 730° C. for the core layer alloy; during the smelting process, multi-stage degassing purification was used for degassing treatment, and a 30 ppi foam ceramic filter plate was used to filter the melt. During the melting process of the core alloy, no grain refiner is used. At a temperature of 690°C, the core alloy melt casting was carried out; after the core layer AA3003 alloy was smelted and cast into a block ingot, it was ready for use after face mill...
Embodiment 2
[0080] Step 1, preparation of core layer alloy:
[0081] The material is fed according to the standard composition ratio of the Al-Mn aluminum alloy with the brand AA3003, and the core layer alloy is smelted at a temperature of 780°C; during the smelting process, multi-stage degassing purification is used for degassing treatment, and a 30ppi foam ceramic filter plate is used for degassing. The melt is filtered. During the melting process of the core alloy, no grain refiner is used. At a temperature of 710°C, the core alloy melt casting was carried out; after the core layer AA3003 alloy was smelted and cast into a block ingot, it was ready for use after face milling and surface treatment; the chemical composition of the core layer AA3003 alloy was tested as shown in Table 1 shown.
[0082] Step 2, preparation of cladding layer alloy:
[0083] The material is fed according to the standard composition ratio of Al-Si aluminum alloy with the brand AA4343, and the cladding layer ...
Embodiment 3
[0098] Step 1, preparation of core layer alloy:
[0099] The material is fed according to the standard composition ratio of the Al-Mn aluminum alloy with the brand AA3003, and the core layer alloy is smelted at a temperature of 740°C; during the smelting process, multi-stage degassing purification is used for degassing treatment, and a 30ppi foam ceramic filter plate is used for degassing. The melt is filtered. During the melting process of the core alloy, no grain refiner is used. At a temperature of 700 °C, the core alloy melt casting was carried out; after the core layer AA3003 alloy was smelted and cast into a block ingot, it was ready for use after milling and surface treatment; the chemical composition of the core layer AA3003 alloy was tested as shown in Table 1 shown.
[0100] Step 2, preparation of cladding layer alloy:
[0101] The material is fed according to the standard composition ratio of Al-Si aluminum alloy with the brand AA4343, and the cladding layer allo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More