

Manufacturing process of a large-sized nickel alloy double-tube sheet heat exchanger
A double-tube-sheet heat exchanger and manufacturing process technology, which is applied in the field of double-tube-sheet heat exchanger preparation, can solve problems such as large welding stress, tube-sheet deformation, large fusion of submerged arc welding wire surfacing, etc., to ensure expansion joints The effect of sealing quality, increasing the number of grooves, and reducing the depth of grooves
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
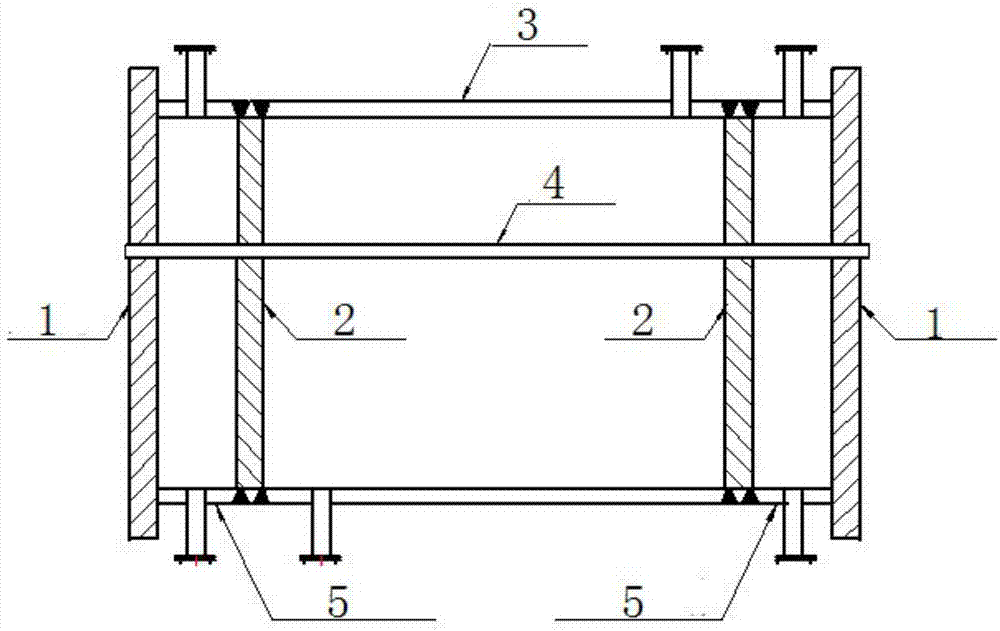
[0074] One is Φ2800mm in diameter, the heat exchange tube is Φ57×3.5 in size, the material is N06600, and the tube sheet is 16MnⅢ forging surfacing welding N06600.
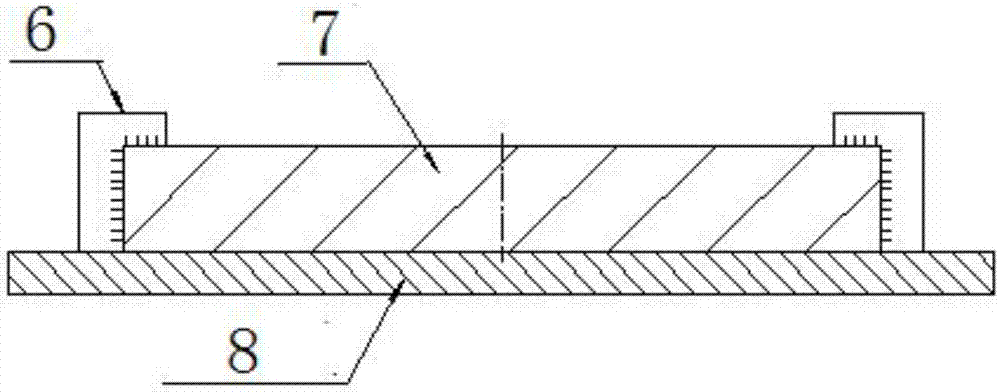
[0075] 1. Tube plate surfacing: Electroslag strip surfacing is used to surfacing the corrosion-resistant layer of the tube plate. The grade of welding wire is GDS-C3, and the grade of flux is GXN-600. Before welding, 12 L-shaped positioning blocks are evenly welded on the circumference of the tube sheet. The first pass is surfacing welding from the outer edge of the tube sheet to the center of the tube sheet, and after surfacing, heat treatment for stress relief is carried out; the second pass is surfacing from the center of the tube sheet to the edge of the tube sheet Welding, and then surfacing from outside to inside for the third time, so that 5 times of surfacing alternately, after surfacing, machining until the thickness of the clad layer is 10mm.
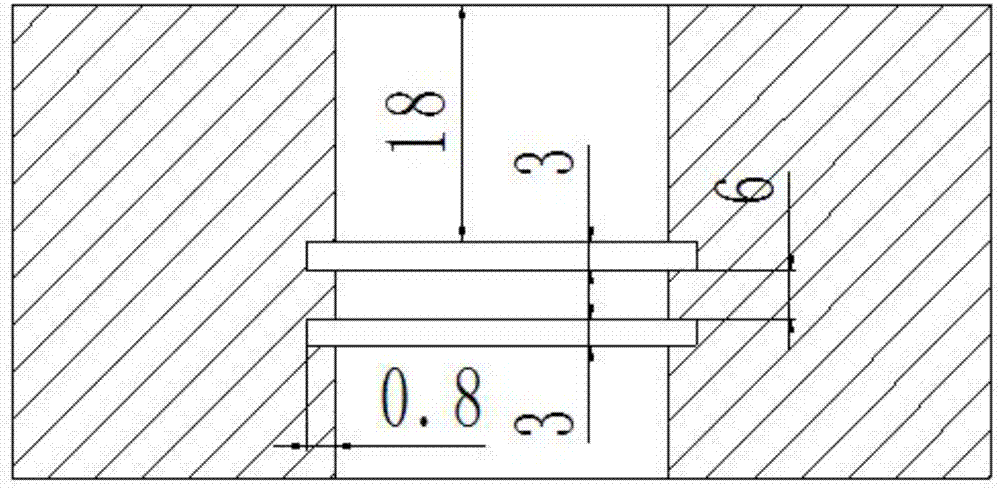
[0076] 2. Hole processing of the inner and outer tube sheets...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More