

Low pressure casting method, cooling control technology and exhaust system of large impeller
A low-pressure casting, impeller technology, applied in the field of precision casting, can solve the problems of slow cooling, affecting the performance of impeller castings, shrinkage, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
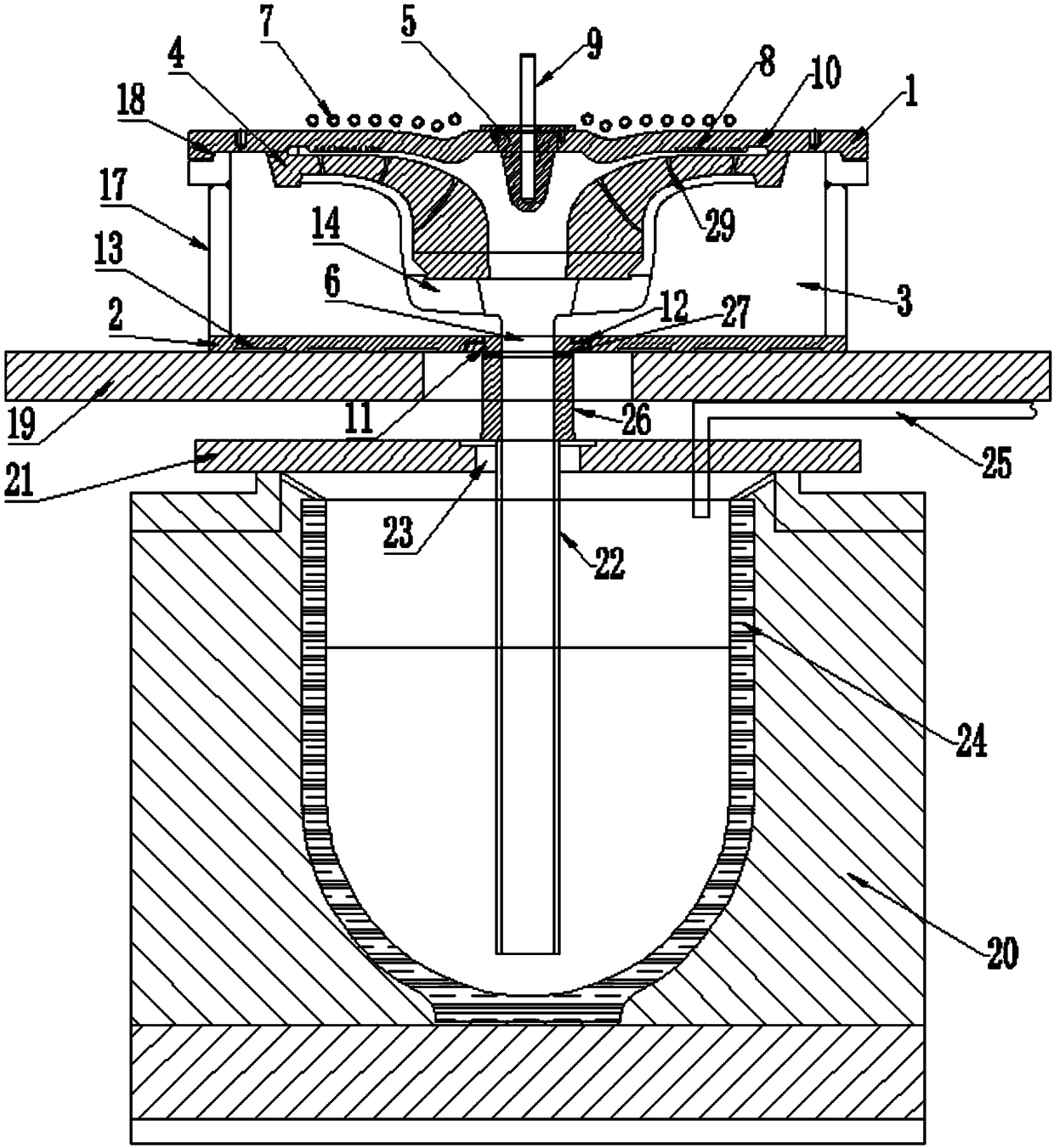
[0115] Such as figure 1 As shown, the impeller low-pressure casting system includes an impeller casting mold and a low-pressure casting device. The low-pressure casting device includes a casting platform 19 supporting the mould. The casting platform 19 is fixed on the ground, and upper and lower metal molds are placed on it. The center of the casting platform 19 It is hollow, and the middle heater 26 passes through it. The lower part of the casting platform 19 is provided with a heating device 20, and the top of the heating device 20 is provided with a cover plate 21. The heating device 20 has a built-in crucible 24 for heating the crucible and the aluminum inside. The heating device 20 may be in direct contact with the crucible 24, or may be separated by an air layer or a heat transfer layer. The heating device can be a heating mantle or the like.
[0116] A riser pipe 22 is inserted inside the crucible 24, and an air inlet pipe 25 is provided on the cover plate 21 to provi...
Embodiment 2
[0131] In this embodiment, the molding element is a sand mold; the core is a gypsum core, and the core can also be made of other materials; the casting material is aluminum.
[0132] A method for low-pressure casting of a large impeller, comprising the following steps:
[0133] Step 1: Make sand molds with sand molds;
[0134] Step 2: Make a gypsum core using a gypsum mold;
[0135] Step 3: Dry the gypsum core in the dryer for 8-20 hours, put the sand mold in the dryer for 2-4 hours; turn on the gas heating device to preheat the upper mold for 2-4 hours;
[0136] Step 4: Put the aluminum ingot into the crucible, heat it through the heating device, and melt the aluminum ingot. When the molten aluminum reaches the set temperature (700-740°C), sprinkle the slagging agent into the molten aluminum, and use a special colander to remove the slag; turn on the argon gas, and degas and remove the slag from the molten aluminum;
[0137] Step 5: Assemble the upper metal mold, plaster c...
Embodiment 3
[0183] In this embodiment, the molding element in Embodiment 2 is replaced by a sand mold to a plaster mold; the core is a gypsum core; the casting material is aluminum.
[0184] A method for low-pressure casting of a large impeller, comprising the following steps:
[0185] Step 1: Make plaster type;
[0186] Step 2: Make a gypsum core using a gypsum mold;
[0187] Step 3: Put the gypsum core in the dryer for 8-20 hours, put the gypsum mold in the dryer for 2-4 hours; turn on the gas heating device to preheat the upper mold for 2-4 hours;
[0188] Step 4: Put the aluminum ingot into the crucible, heat it through the heating device, and melt the aluminum ingot. When the molten aluminum reaches the set temperature (700-740°C), sprinkle the slagging agent into the molten aluminum, and use a special colander to remove the slag; turn on the argon gas, and degas and remove the slag from the molten aluminum;
[0189] Step 5: Assemble the upper metal mold, gypsum core, gypsum mold,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More