

Selective laser melting material additive manufacturing IN718 component, system, and heat treatment method and device
A laser selective melting, IN718 technology, applied in the field of metal additive manufacturing, can solve the problems of unstable organizational state, different organizational structure, low component strength and residual stress of components, and achieve the effect of eliminating residual stress and improving corrosion resistance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
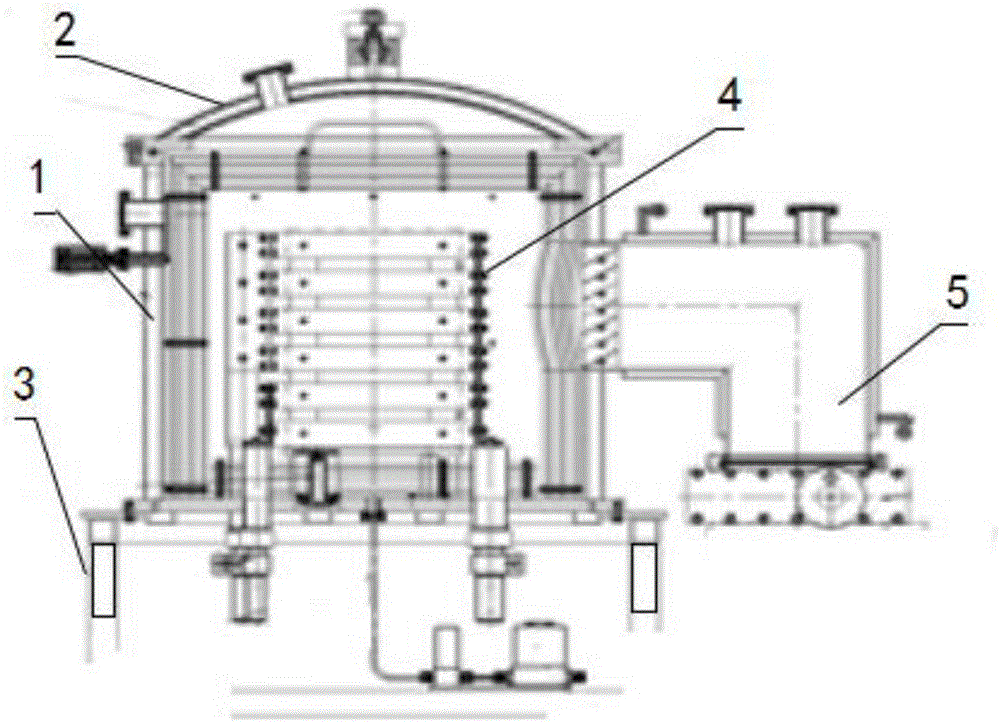
[0041] The manufacturing system for manufacturing IN718 alloy components in the embodiment of the present invention forms the IN718 alloy components, and the IN718 alloy selective laser melting process parameters are as follows: the laser power is 275W, the spot diameter is 0.10mm, and the scanning speed is 800mm / s. The layer thickness is 0.04mm.
[0042] The manufactured IN718 components are heat treated.
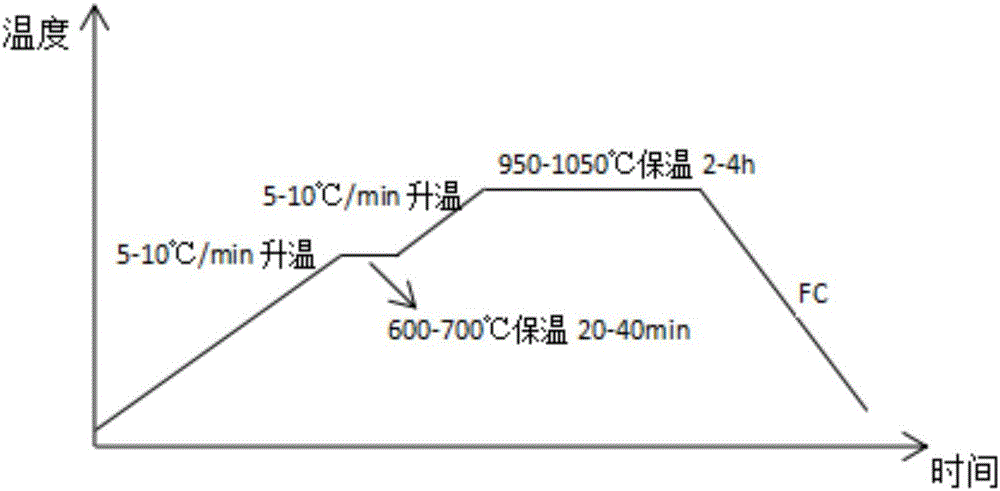
[0043] First place the IN718 component in a vacuum heat treatment furnace, and evacuate the heat treatment furnace to 10 -3 Pa, then raise the temperature to about 600°C at a speed of 10°C / min and keep it for 20 minutes, then continue to raise the temperature to about 950°C at the above speed for 2 hours, then cool the IN718 component to room temperature with the furnace, and the heat treatment process is completed. Then the furnace is evacuated to atmospheric pressure and the workpiece is taken out.
[0044] For the IN718 alloy components treated by the above process, t...
Embodiment 2
[0046] The manufacturing system for manufacturing IN718 alloy components in the embodiment of the present invention forms the IN718 alloy components, and the IN718 alloy selective laser melting process parameters are as follows: the laser power is 800W, the spot diameter is 0.2mm, and the scanning speed is 1400mm / s. The layer thickness is 0.08mm.
[0047] The manufactured IN718 components are heat treated.
[0048] First place the IN718 component in a vacuum heat treatment furnace, and evacuate the heat treatment furnace to 10 -4 Pa, then raise the temperature to about 700°C at a rate of 5°C / min and keep it for 40 minutes, then continue to raise the temperature to about 1050°C and keep it for 4 hours, then cool the IN718 component to room temperature with the furnace, and the heat treatment process is completed. Then the furnace is evacuated to atmospheric pressure and the workpiece is taken out.
[0049] For the IN718 alloy components treated by the above process, the therm...
Embodiment 3
[0051] The manufacturing system for manufacturing IN718 alloy components in the embodiment of the present invention forms the IN718 alloy components, and the IN718 alloy selective laser melting process parameters are as follows: the laser power is 540W, the spot diameter is 0.15mm, and the scanning speed is 1200mm / s. The layer thickness is 0.06 mm.
[0052] The manufactured IN718 components are heat treated.
[0053] First place the IN718 component in a vacuum heat treatment furnace, and evacuate the heat treatment furnace to 5x10 -4 Pa, then raise the temperature to about 650°C at a speed of 7.5°C / min and keep it for 30 minutes, then continue to raise the temperature to about 1000°C and keep it for 3 hours, then cool the IN718 component to room temperature with the furnace, and the heat treatment process is completed. Then the furnace is evacuated to atmospheric pressure and the workpiece is taken out.
[0054] For the IN718 alloy components treated by the above process, th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More