

A method for on-line continuous cooling of hot-rolled seamless steel pipes
A technology for seamless steel pipes and steel pipes, which is used in cooling beds, workpiece cooling devices, and metal rolling. The effect of uneven performance of small tissue and improved cooling efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
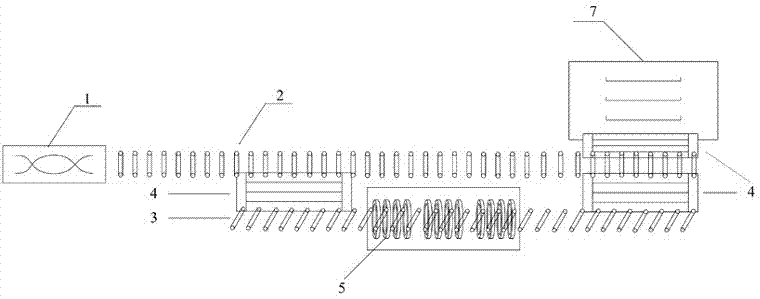
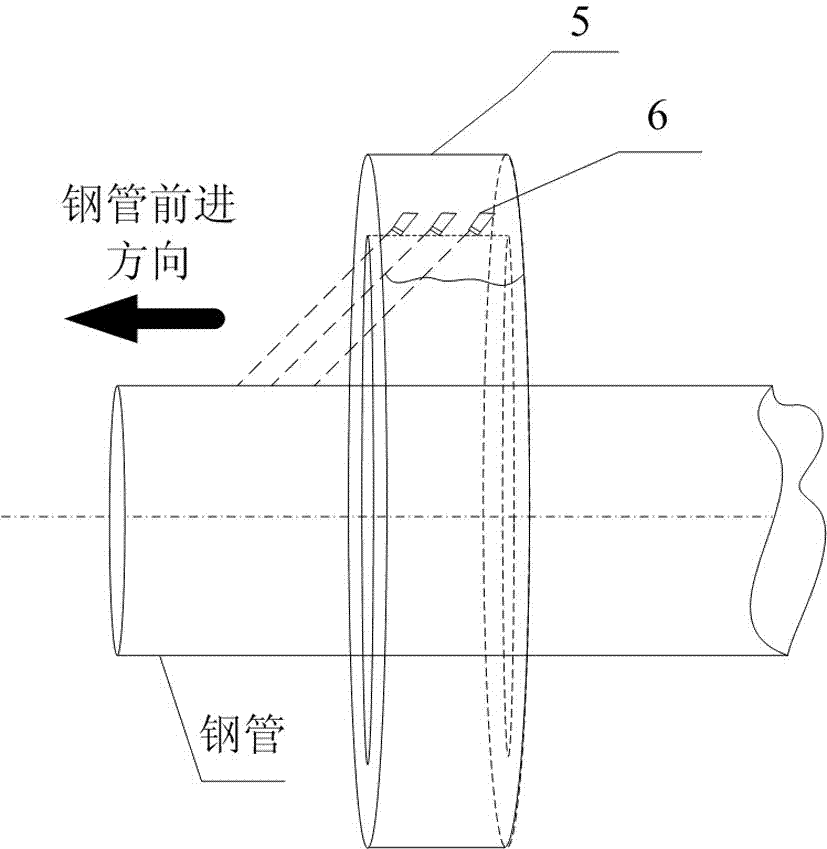
[0027] A method for on-line continuous cooling of hot-rolled seamless steel pipes. The method is realized by a conveying roller table, a pipe turning mechanism, a control cooling device and an automatic control system. The conveying roller table is connected to the straight roller table 2 of the sizing machine 1 And the inclined roller table 3 parallel to the straight roller table 2, the angle between the roller table axis of the inclined roller table 3 and the vertical direction of the steel pipe running direction is 10°, and the inclined roller table 3 directly passes through the Control the cooling device; the pipe turning mechanism 4 is located between the straight roller table 2 and the inclined roller table 3, and is used to transfer steel pipes between the straight roller table 2 and the inclined roller table 3; The control cooling device includes a series of independent circular spray rings 5 arranged in parallel, and the plane structure is as figure 2 As shown, 4 ci...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More