

Thin-walled air coolant guide tube connecting method
A technology of cold air duct and connection method, which is applied in welding equipment, tubular articles, laser welding equipment, etc., can solve the problems of difficult to guarantee profile accuracy, poor forming quality and consistency, and achieve control of welding deformation, good consistency, and reduction in welding. Effect of small welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] The present invention will be further elaborated below in conjunction with the accompanying drawings of the description.
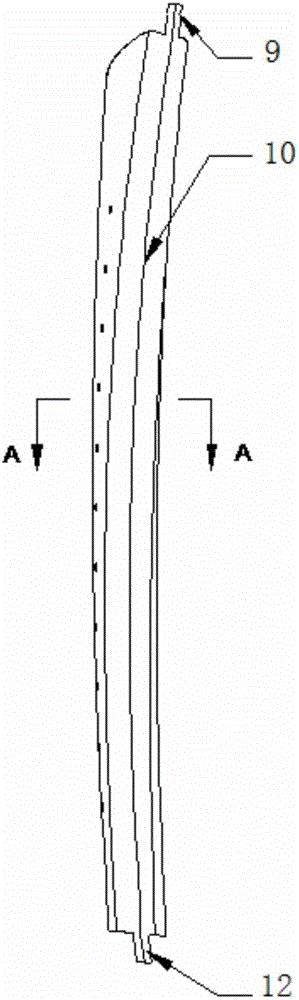
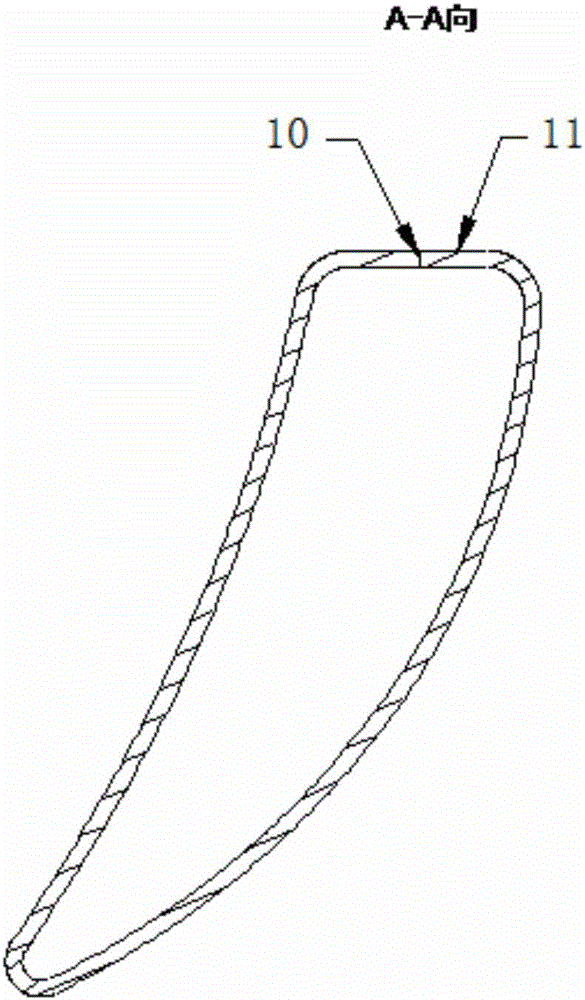
[0033] This example Figure 1A , 1B shown
[0034] (1) Parts condition
[0035] As shown in Figure 1, it is a cold air duct to be welded. The raw material is GH188 strip with a thickness of 0.3 mm. The material is prepared by laser cutting, and it is formed by two sheet metal bending. The width of the starting part and the arc receiving plate are both 4mm, and the length is greater than 6mm.
[0036] (2) Implementation
[0037] Step 1: Joint preparation
[0038] Mechanical polishing is used to process the joints to remove the laser-cut remelting layer, spatter, oxide layer, etc. Use acetone or alcohol to clean the butt joint surface of the parts, the front and back of the welding surface and the fillet transition; after cleaning, dry the parts with a compressed air gun.
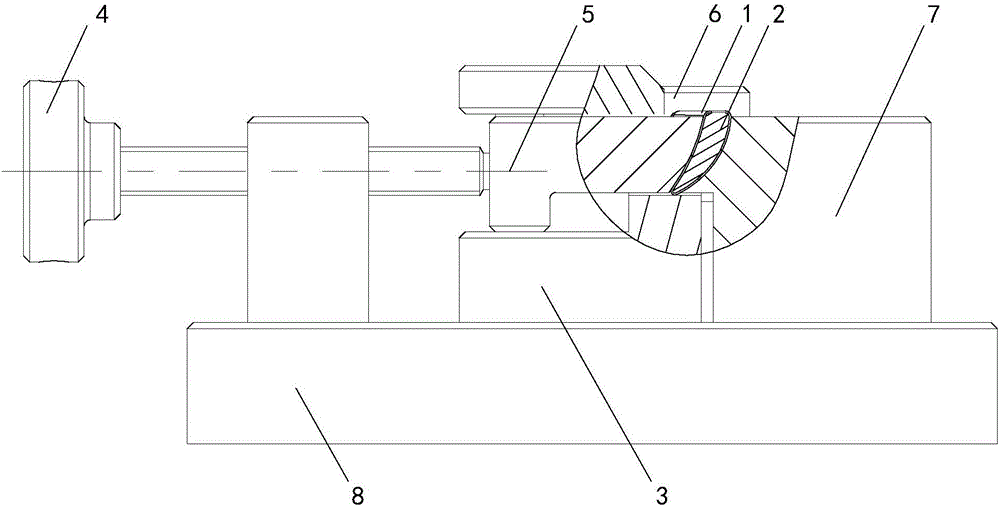
[0039] Step 2: Clamping and positioning of the air-conditioning duct
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More