

Production method of cam plate
A production method and cam piece technology, which is applied in the field of alloy processing, can solve the problems of heavy weight of the camshaft and waste of materials, etc., and achieve the effects of small change in forging size, improved forgeability, and low production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
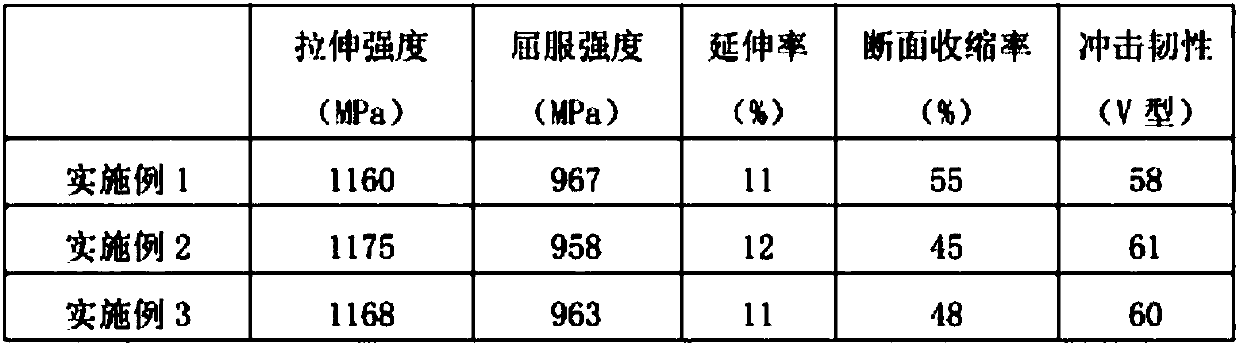
Embodiment 1
[0028] The production process of the cam sheet in this embodiment is: alloy smelting → casting steel ingot → hot rolling → diffusion annealing → blanking → blank forging → heating and punching → annealing → extrusion → machining → shot blasting treatment → quenching and tempering treatment → polishing Pill cleaning → inspection → finished product storage.
[0029] The method for producing alloy forged steel in this embodiment includes the following specific steps:
[0030] The first step is to cut the material. The steel is cut according to the size of the cam piece to obtain a blank. The steel is made by alloy smelting, casting steel ingots, hot rolling, and diffusion annealing processes in sequence. The composition of the steel alloy and its mass percentage are: carbon 0.5%, silicon 0.2%, manganese 0.85%, chromium 0.78%, aluminum 0.04%, phosphorus 0.01%, sulfur 0.006%, and the balance is iron and inevitable impurities. The existing conventional alloy melting technology is adop...
Embodiment 2
[0041] The production process of the cam sheet in this embodiment is: alloy smelting → casting steel ingot → hot rolling → diffusion annealing → blanking → blank forging → heating and punching → annealing → extrusion → machining → shot blasting treatment → quenching and tempering treatment → polishing Pill cleaning → inspection → finished product storage.
[0042] The method for producing alloy forged steel in this embodiment includes the following specific steps:
[0043] The first step is to cut the material. The steel is cut according to the size of the cam piece to obtain a blank. The steel is made by alloy smelting, casting steel ingots, hot rolling, and diffusion annealing processes in sequence. . The composition of the steel alloy and its mass percentage are: carbon 0.49%, silicon 0.18%, manganese 0.87%, chromium 0.76%, aluminum 0.05%, phosphorus 0.008%, sulfur 0.005%, and the balance is iron and inevitable impurities. The existing conventional alloy melting technology i...
Embodiment 3
[0054] The production process of the cam sheet in this embodiment is: alloy smelting → casting steel ingot → hot rolling → diffusion annealing → blanking → blank forging → heating and punching → annealing → extrusion → machining → shot blasting treatment → quenching and tempering treatment → polishing Pill cleaning → inspection → finished product storage.
[0055] The method for producing alloy forged steel in this embodiment includes the following specific steps:
[0056] The first step is to cut the material. The steel is cut according to the size of the cam piece to obtain a blank. The steel is made by alloy smelting, casting steel ingots, hot rolling, and diffusion annealing processes in sequence. The composition of the steel alloy and its mass percentage are: carbon 0.49%, silicon 0.18%, manganese 0.87%, chromium 0.76%, aluminum 0.05%, phosphorus 0.008%, sulfur 0.005%, and the balance is iron and inevitable impurities. The existing conventional alloy melting technology is a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More