

Cleaning dedusting agent and die-cast zinc alloy pretreatment method
A dust remover and zinc alloy technology, applied in the field of die-casting zinc alloy surface treatment, can solve problems such as difficult to clean, difficult to deal with yellow, endangering the health of operators, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
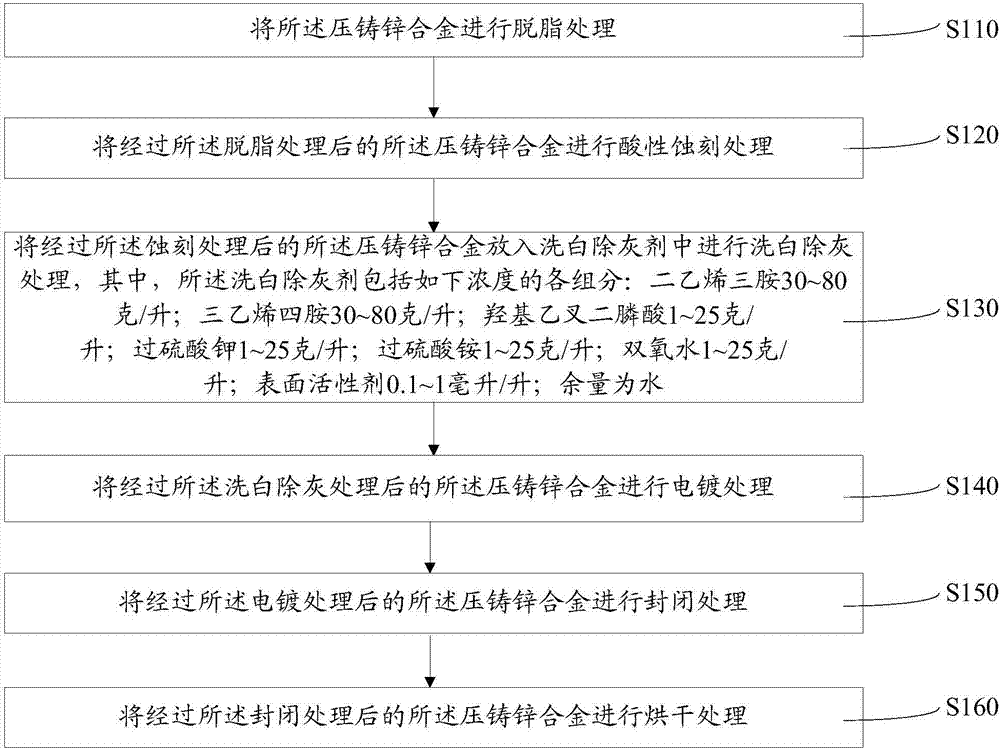
[0057] 1. Degreasing: use sodium carbonate 10 g / L, sodium tripolyphosphate 20 g / L, sodium tetraborate 5 g / L, sodium gluconate 2 g / L, OP-10 emulsifier 1.5 g / L, temperature 60 degrees , processed for 6 minutes. After washing with water, put it into the pickling solution below;
[0058] 2. Pickling: use 10ml of sulfuric acid, 10ml / liter of hydrofluoric acid, 0.2ml / liter of low-foaming surfactant, and treat at room temperature for 5-10 seconds. After washing with water, put it into the following treatment solution for processing;
[0059] 3. Whitening: diethylenetriamine 30-80 g / L; triethylenetetramine 30-80 g / L; hydroxyethylidene diphosphonic acid (HEDP) 1-25 g / L; potassium persulfate 1-25 g 1-25 g / L ammonium persulfate; 1-25 g / L 50% hydrogen peroxide; 0.1-1 ml / L surfactant; the balance is water. The temperature is 20-30 degrees, and the time is 5 minutes.
[0060] 4. Trivalent chromization or electroplating: put the above-mentioned treated die-cast zinc alloy workpiece into ...
Embodiment 2
[0064] 1. Degreasing: use sodium carbonate 10 g / L, sodium tripolyphosphate 20 g / L, sodium tetraborate 5 g / L, sodium gluconate 2 g / L, OP-10 emulsifier 1.5 g / L, temperature 60 degrees , processed for 6 minutes. After washing with water, put it into the pickling solution below;
[0065] 2. Pickling: use 10ml of sulfuric acid, 10ml / liter of hydrofluoric acid, 0.2ml / liter of low-foaming surfactant, and treat at room temperature for 5-10 seconds. After washing with water, put it into the following treatment solution for processing;
[0066] 3. Whitening: diethylenetriamine 30-50 g / L; triethylenetetramine 30-50 g / L; hydroxyethylidene diphosphonic acid (HEDP) 1-25 g / L; potassium persulfate 1-25 g 1-25 grams / liter of ammonium persulfate; 1-25 grams / liter of 50% hydrogen peroxide; 0.1-1 milliliter / liter of surfactant, and the balance is water. The temperature is 20-30 degrees, and the time is 5 minutes. 4. Trivalent chromization or electroplating: put the above-mentioned treated die...
Embodiment 3
[0070] 1. Degreasing: use sodium carbonate 10 g / L, sodium tripolyphosphate 20 g / L, sodium tetraborate 5 g / L, sodium gluconate 2 g / L, OP-10 emulsifier 1.5 g / L, temperature 60 degrees , processed for 6 minutes. After washing with water, put it into the pickling solution below;
[0071] 2. Pickling: use 10ml of sulfuric acid, 10ml / liter of hydrofluoric acid, 0.2ml / liter of low-foaming surfactant, and treat at room temperature for 5-10 seconds. After washing with water, put it into the following treatment solution for processing;
[0072] 3. Whitening: Diethylene triamine 30 g / L; Triethylene tetramine 50 g / L; Hydroxyethylidene diphosphonic acid (HEDP) 6 g / L; Potassium persulfate 1 g / L; Ammonium persulfate 1 g / liter; 50% hydrogen peroxide 20 grams / liter; surfactant 0.1 ~ 1 ml / liter, the balance is water. The temperature is 20-30 degrees, and the time is 5 minutes.
[0073] 4. Trivalent chromization or electroplating: put the above-mentioned treated die-cast zinc alloy wor...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More