

Unsymmetrical ring blank precise high-efficiency cold-extruding forming method
一种冷挤压、非对称的技术,应用在金属材料涂层工艺等方向,能够解决设备投入高、成形困难、加工效率低等问题,达到设备投入成本低、减少环境温度、降低工艺能耗的效果
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
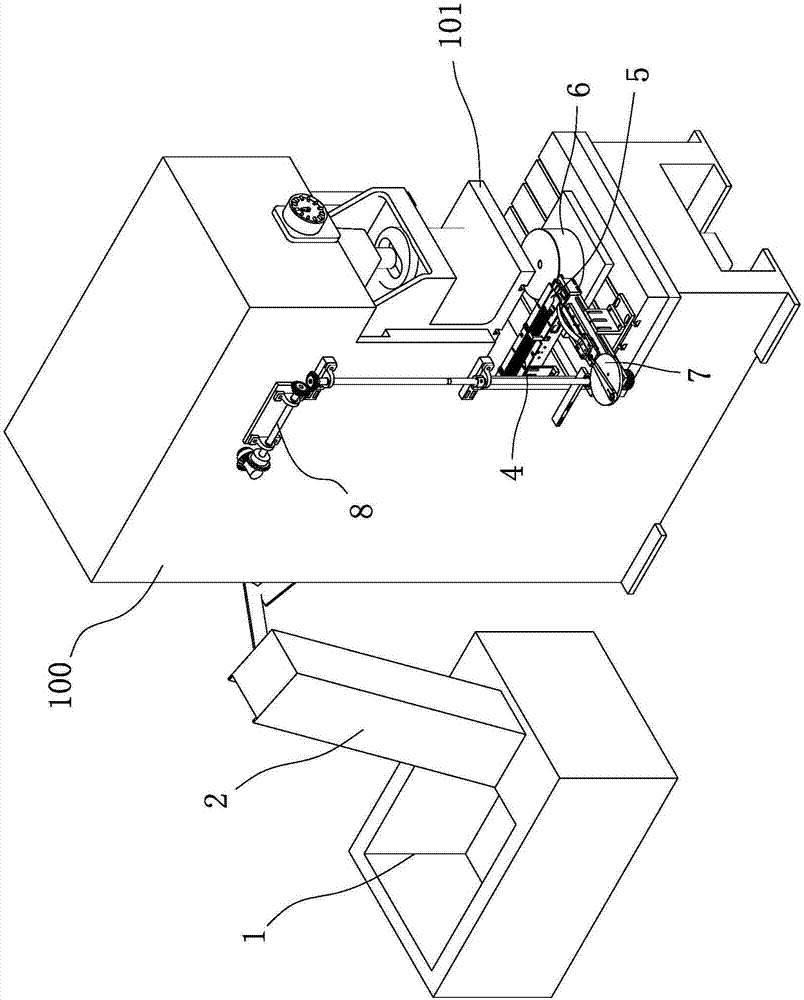
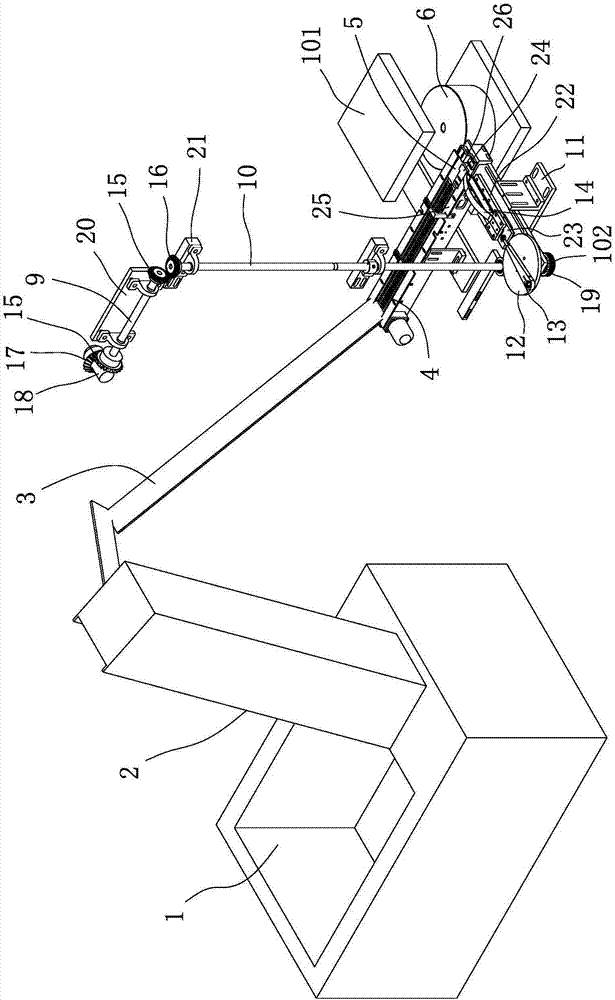
[0034] A precise and high-efficiency cold extrusion forming method for an asymmetric ferrule blank, comprising
[0035] Cutting tube cutting, surface phosphorus saponification treatment, ferrule cold extrusion forming and post-turning processing steps, characterized in that,
[0036] In the surface phosphorus saponification treatment step, the surface of the ferrule blank is first shot blasted with a shot blasting machine, and then the steps of water washing, phosphating, water washing, saponification and drying are completed in sequence.
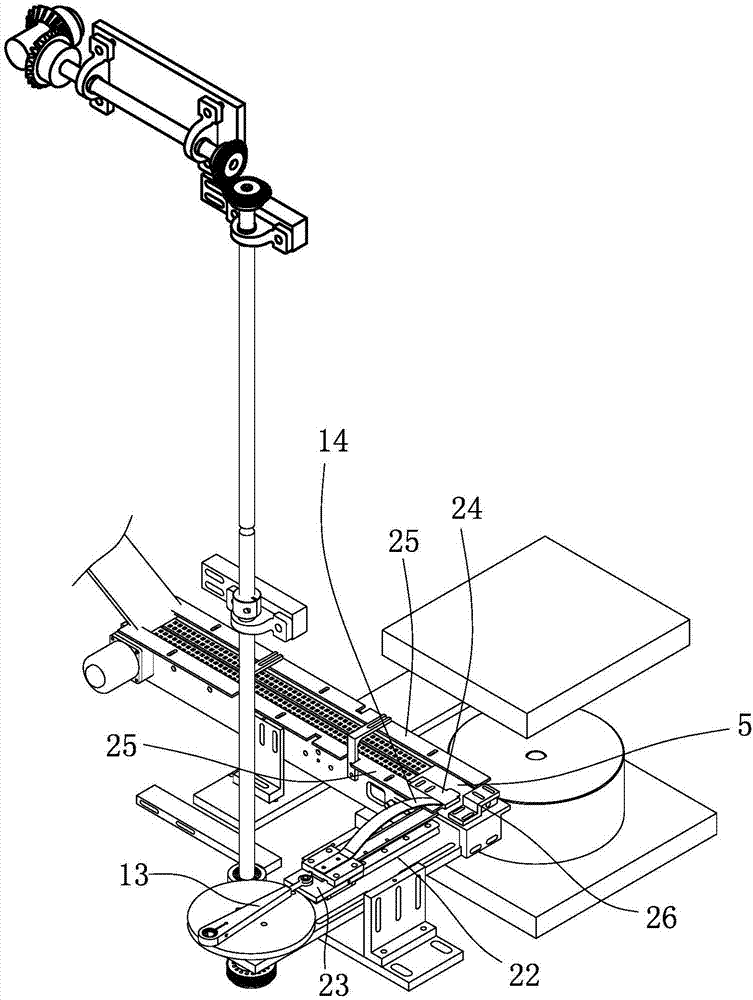
[0037] In the cold extrusion forming step of the ferrule, an automatic feeding machine is used for loading, and the material is sent to a cold extrusion punching machine for cold extrusion.
[0038] In the tube cutting and blanking step, the tube is cut with a tube cutter to obtain a ferrule blank. The tube cutter is equipped with a chamfering device, which chamfers the inner and outer sides of the car while cutting the tube.
[0039] In t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More