

An improved powder injection molding shot, a product manufactured therefrom, and a product manufacturing method
An injection molding and powder technology, applied in metal processing equipment, transportation and packaging, etc., can solve the problems of reducing the quality of injection molding products, increasing the viscosity of the injection material, and decreasing the fluidity, so as to maintain the strength and quality, reduce the difficulty, The effect of increasing the density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
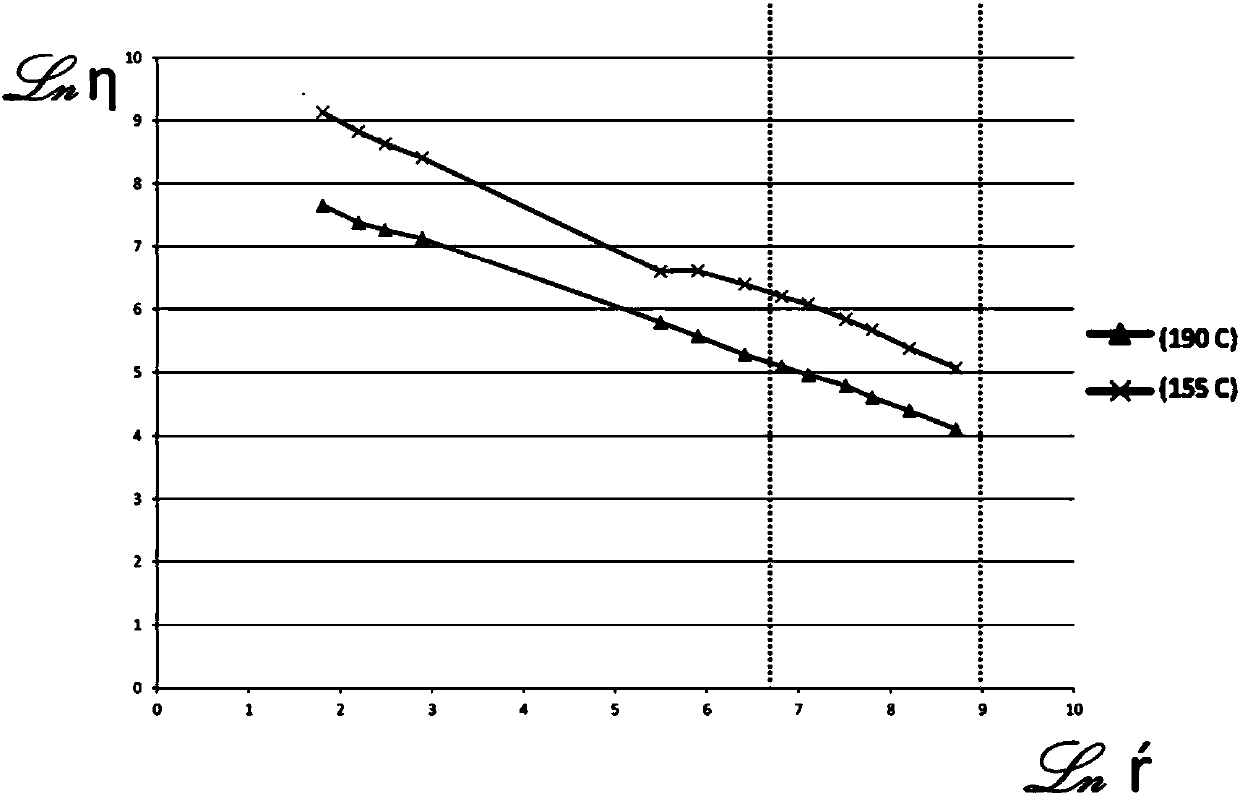
[0039] Maleic anhydride modified low-density polyethylene, maleic anhydride modified low-density polyethylene, 18302N, the density is 0.912g / cm 3 ), the density is 0.955g / cm 3 high-density polyethylene, polyoxymethylene, stearic acid, paraffin wax and microcrystalline wax at a weight ratio of 2:1, and polyurethane (purchased from Asahi Denka Industry Co., Ltd., model UH-462), with a ratio of about 1: 20:7:2:30:11 weight ratio, mix uniformly at about 180°C for about 120 minutes to form a binder, then mix the above binder and metal with a binder:metal powder volume ratio of 40:60 powder (Mitsubishi 17-4PH), the shot of Example 1 of the present invention can be obtained. The relationship between the viscosity and the shear strain rate of the injection material of Example 1 at 155°C and 190°C is as follows image 3 shown.
example 2
[0041] Maleic anhydride modified low-density polyethylene, maleic anhydride modified low-density polyethylene, 18302N, the density is 0.912g / cm 3 ), the density is 0.955g / cm 3 High-density polyethylene, polyoxymethylene, stearic acid, paraffin wax, and carnauba wax, in a weight ratio of about 1:20:7:2:20:11, were uniformly mixed at about 180°C for about 120 minutes to form a binder , and then mix the above-mentioned binder and metal powder (Mitsubishi 17-4PH) at a volume ratio of binder: metal powder of 40:60 to obtain the shot of Example 2 of the present invention. The relationship between the viscosity and the shear strain rate of the shot material of Example 2 at 155°C and 190°C is as follows Figure 4 shown.
example 3
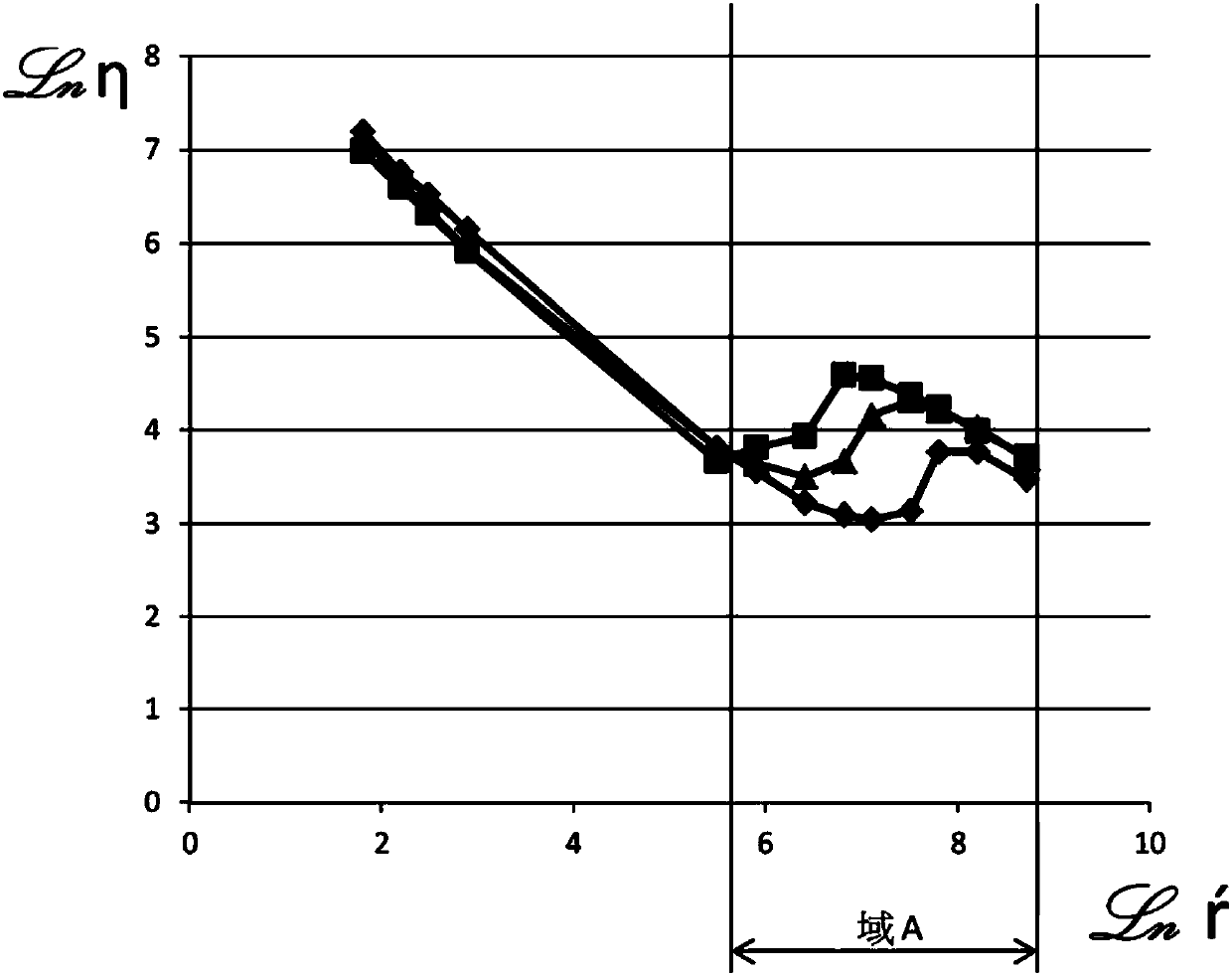
[0043] Maleic anhydride modified low-density polyethylene, maleic anhydride modified low-density polyethylene, 18302N, the density is 0.912g / cm 3 ), the density is 0.955g / cm 3 High-density polyethylene, polyoxymethylene, stearic acid, paraffin wax and microcrystalline wax with a weight ratio of 2:1, and diallyl phthalate prepolymer (purchased from Japan Dasao Co., Ltd., model DAISO DAP-A), with a weight ratio of about 1:10:3:1:15:6, uniformly mixed at about 180°C for about 120 minutes to form a binder, and then with a binder:metal powder ratio of 40:60 Mix the above-mentioned binder and metal powder (Mitsubishi 17-4PH) by volume ratio to obtain the shot material of Example 3 of the present invention. The relationship between the viscosity and the shear strain rate of the shot material of Example 3 at 155°C and 190°C is as follows Figure 5 shown.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More