

Submerged-arc surfacing flux-cored wire and technology for composite production and reproduction of continuous casting rollers
A technology of submerged arc surfacing and flux-cored welding wire, which is applied to manufacturing tools, arc welding equipment, welding media, etc., can solve the problems of damage to the service life of continuous casting rolls, low production efficiency, and difficult operation of the welding process. To achieve the effect of benefiting the uniformity of weld structure and performance, reducing surfacing time, and reducing heat affected zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0061] Embodiment 1 (single-layer submerged arc oscillating surfacing welding composite (re)manufacturing roll)
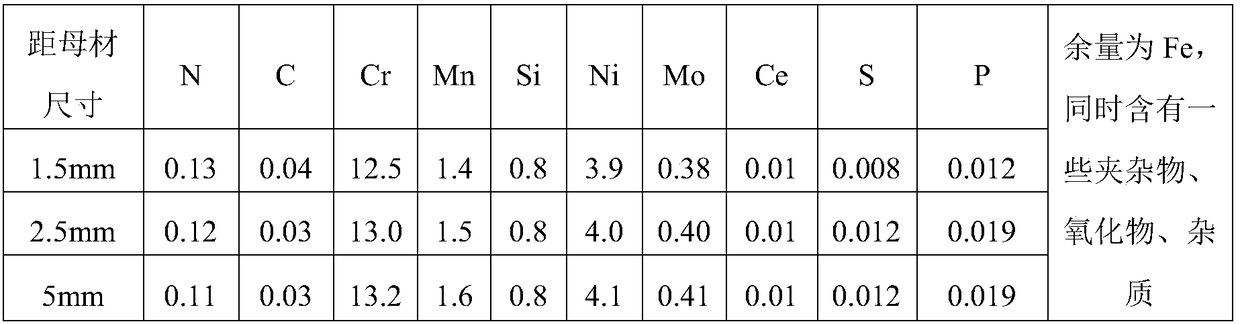
[0062] Select the submerged arc welding wire of Example 1 in Table 1, and take surfacing composite (re)manufacturing Φ180mm continuous casting base metal as an example, the drawing stipulates that the thickness of one side is 5mm, and the alloy composition meets the requirements of VAI (TSC 4-TSNo. 02 / 94) regulations.
[0063] The surfacing composite (re)manufacturing process adopted is:
[0064] 1.1 Process the old roll blank to Φ170mm, and make corresponding inspections. If there are defects such as cracks in some parts, continue turning. For local defects, low-alloy welding consumables with similar mechanical properties to the base metal should be used for repair welding;
[0065] 1.2 Before welding, the roll blank is not preheated;
[0066] 1.3 Parameter requirements of surfacing welding specification (reference):
[0067] Take welding wire Φ3.2mm as an exam...
Embodiment 2
[0085] Example 2 Single-layer Submerged Arc Helical Surfacing Composite Manufacturing Roll
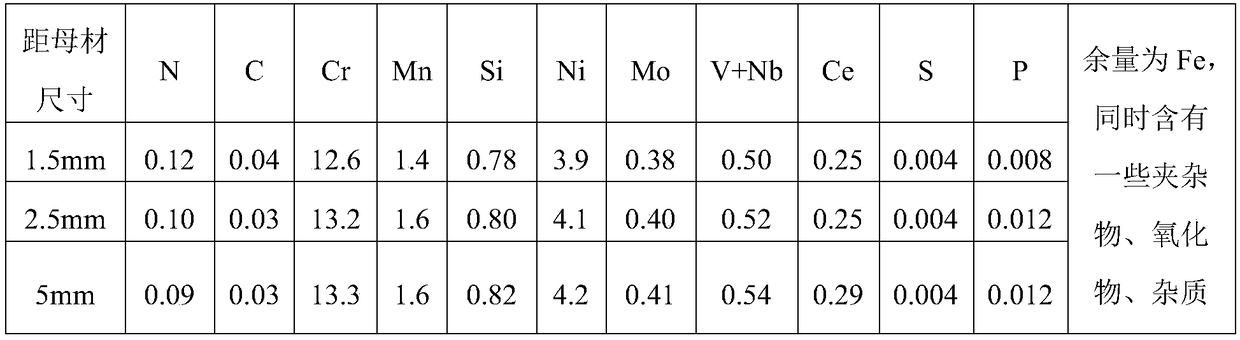
[0086] Select the submerged arc welding wire of Example 2 in Table 1, take surfacing composite manufacturing Φ230mm continuous casting, the base metal is 42CrMo as an example, the drawing stipulates that the thickness of one side is 5mm, and the alloy composition meets the requirements of VAI (TSC 4-TSNo.02 / 94) Regulations.
[0087] The surfacing composite manufacturing process is:
[0088] 2.1 Process the new roll blank to Φ218mm, and do the corresponding inspection.
[0089] 2.2 Before welding, the roll blank is preheated in the electric furnace, and the preheating temperature is required to be 120°C, and the preheating heating rate is <100°C / hr;
[0090] 2.3 Parameter requirements of surfacing welding specification (reference):
[0091] Take welding wire Φ4.0mm as an example to illustrate the process:
[0092] One layer of surfacing welding, the thickness of surfacing welding o...
Embodiment 3
[0107] Example 3 Composite (re)manufacturing of rolls by single-layer submerged arc oscillating surfacing welding
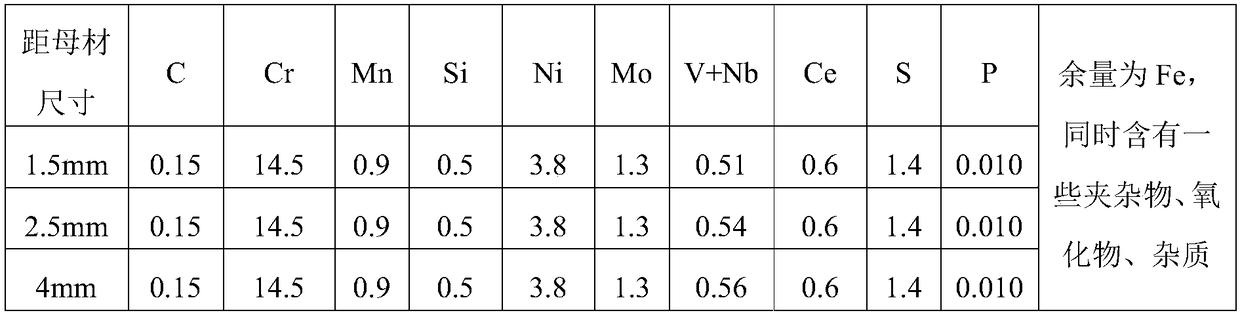
[0108] Select the submerged arc welding wire of Example 3 in Table 1, and take 21CrMoV511 as an example for surfacing composite (re)manufacturing Φ120mm continuous casting base metal. The drawing stipulates that the thickness of one side is 4mm, and the alloy composition meets VAI (TSC 4-TSNo.02 / 93) regulations.
[0109] The surfacing composite (re)manufacturing process is:
[0110] 3.1 The old roll blank is processed to Φ112mm, and the corresponding inspection is carried out. If there are local defects such as cracks, continue turning. For local defects, low-alloy welding consumables with similar mechanical properties to the base metal should be used for repair welding;
[0111] 3.2 Before welding, the roll billet is preheated in the electric furnace, and the preheating temperature is required to be 180°C, and the preheating temperature rise rate is less than ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More