

A kind of preparation method of titanium-aluminum alloy bar clad extrusion
A titanium-aluminum alloy and sheathing technology, which is applied in the field of alloy materials and its preparation, can solve problems such as cracking, and achieve the effects of easy process, simple preparation method, and fine grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0041] Taking the preparation of Ti48Al2Cr2Nb alloy rods as an example, the preparation steps are as follows:
[0042] Step 1: Prepare Ti48Al2Cr2Nb alloy ingots by vacuum consumable arc melting method. The first two meltings are smelted by conventional methods, and the cooling water temperature is controlled at 45°C for the third smelting, and the cooling time is 1h. To room temperature, the prepared Ti48Al2Cr2Nb alloy ingot size is Φ210mm.
[0043] Step 2: Cut off the head and tail of the ingot prepared in step 1 by 100mm and peel it to Φ200mm. The surface roughness of the ingot is ≤1.6μm. Cut a length of 250mm from the ingot as an extrusion billet, see figure 1 .
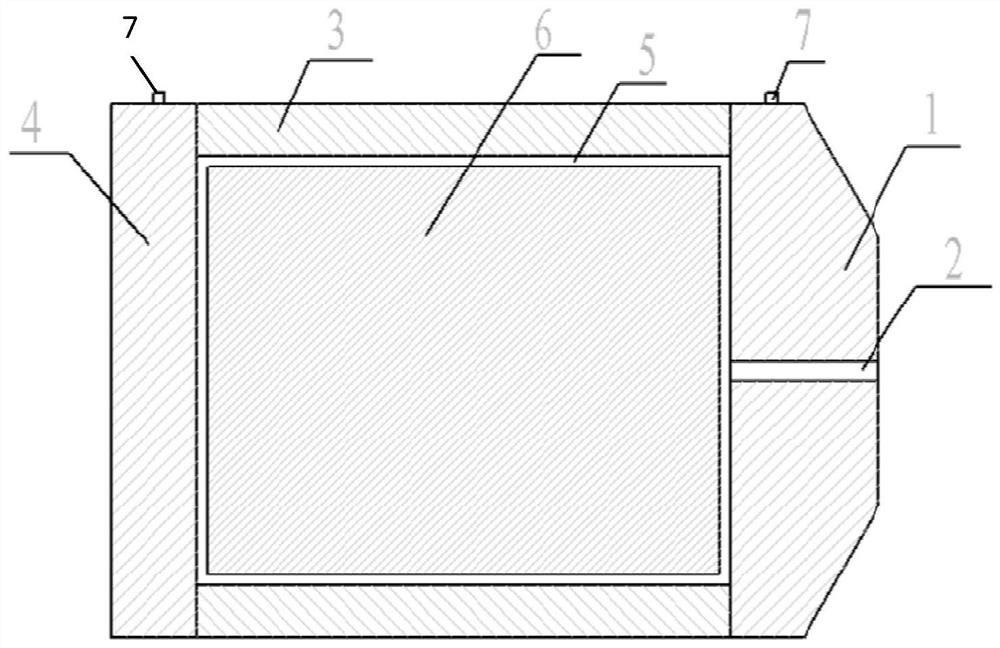
[0044] Step 3: Make the bag, see figure 2 , package sleeve body 3 specifications: outer diameter the inside diameter of Height 251mm; top cover 1 specification: thickness 70mm, diameter of the upper end of the vertebral body 125mm, taper 120 degrees, diameter of the lower end 250mm, center opening Hole; ...
Embodiment 2
[0050] Taking the preparation of Ti47Al2Cr2Nb alloy rods as an example, the preparation steps are as follows:
[0051] Step 1: Prepare Ti47Al2Cr2Nb alloy ingots by vacuum consumable arc melting method. The first two meltings are smelted by conventional methods. The cooling water temperature is controlled at 45°C for the third smelting, and the cooling time is 1h. To room temperature, the prepared Ti47Al2Cr2Nb alloy ingot size is Φ120mm.
[0052] Step 2: Cut off the head and tail of the ingot prepared in step 1 by 100mm and peel off the skin to Φ110mm. The surface roughness of the ingot is ≤1.6μm. Check the low-magnification structure of the head and tail. A length of 250 mm was cut from the ingot as an extrusion billet.
[0053] Step 3: Make the bag, cylinder specification: outer diameter the inside diameter of Height 251mm; top cover specifications: thickness 70mm, diameter of the upper end of the vertebral body 85mm, taper 120 degrees, diameter of the lower end 150mm, c...
Embodiment 3
[0059] Taking the preparation of Ti47.5Al2.5V1Cr alloy rods as an example, the preparation steps are as follows:
[0060] Step 1: Prepare Ti47.5Al2.5V1Cr alloy ingots by vacuum consumable arc melting. The first two smeltings are smelted by conventional methods. During the third smelting, the cooling water temperature is controlled at 40°C, and the cooling time is 1h. Wrap it with insulation cotton and cool it to room temperature, and the specification of the prepared Ti47.5Al2.5V1Cr alloy ingot is Φ160mm.
[0061] Step 2: Cut off the head and tail of the ingot prepared in step 1 by 100mm and peel off the skin to Φ150mm. The surface roughness of the ingot is ≤1.6μm. Check the low-magnification structure of the head and tail end surfaces. A length of 250 mm was cut from the ingot as an extrusion billet.
[0062] Step 3: Make the bag, cylinder specification: outer diameter the inside diameter of Height 251mm; top cover specifications: thickness 70mm, diameter of the upper en...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More