

Plasma welding technology of duplex stainless steel 2507 with bypass wire feeding
A duplex stainless steel, plasma welding technology, used in plasma welding equipment, welding equipment, welding equipment and other directions, can solve the problems of ferrite grain growth and mechanical properties of welded joints, etc., to improve stability and reduce heat. Influenced zone and thermal deformation, the effect of preventing weld through
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
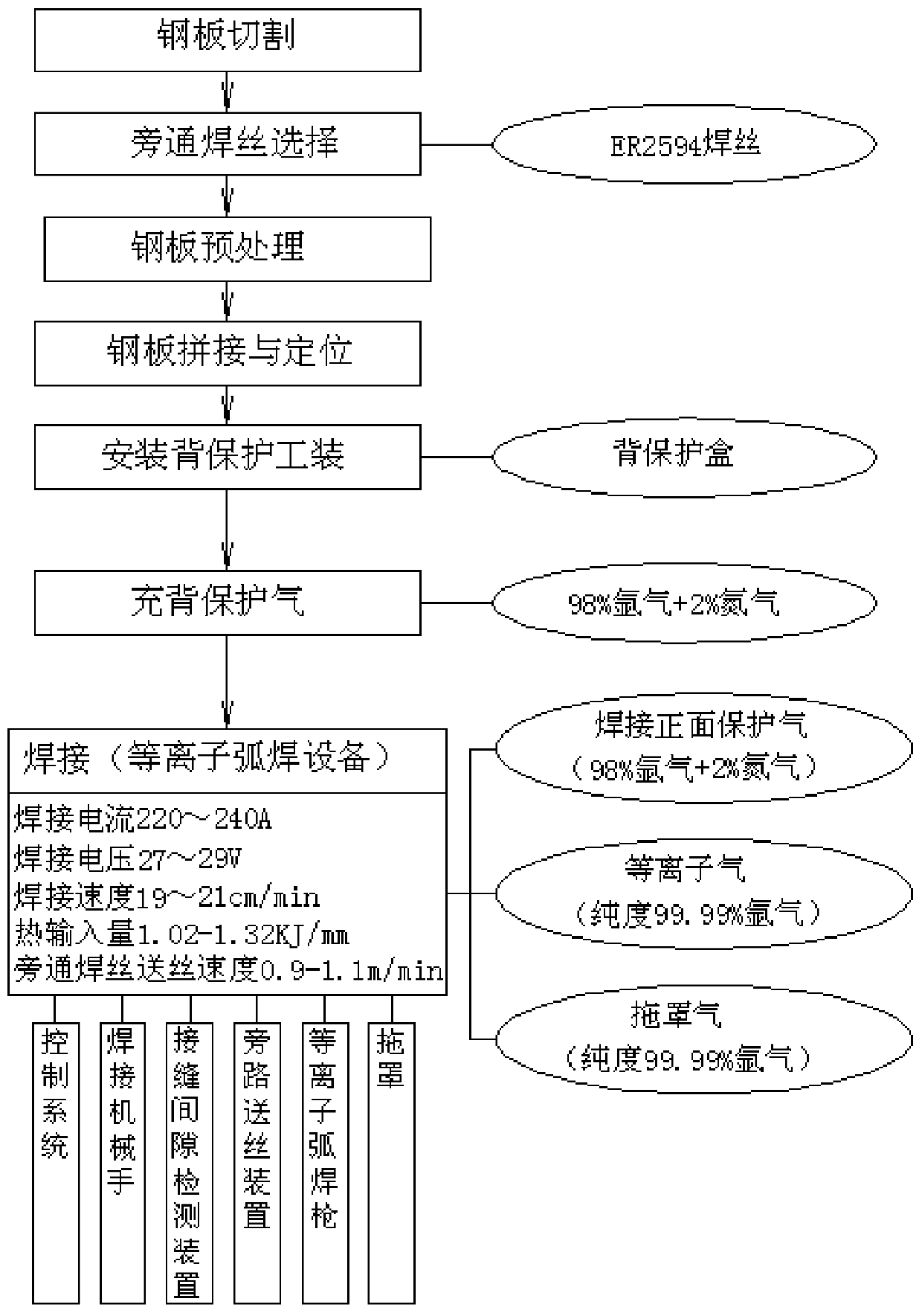
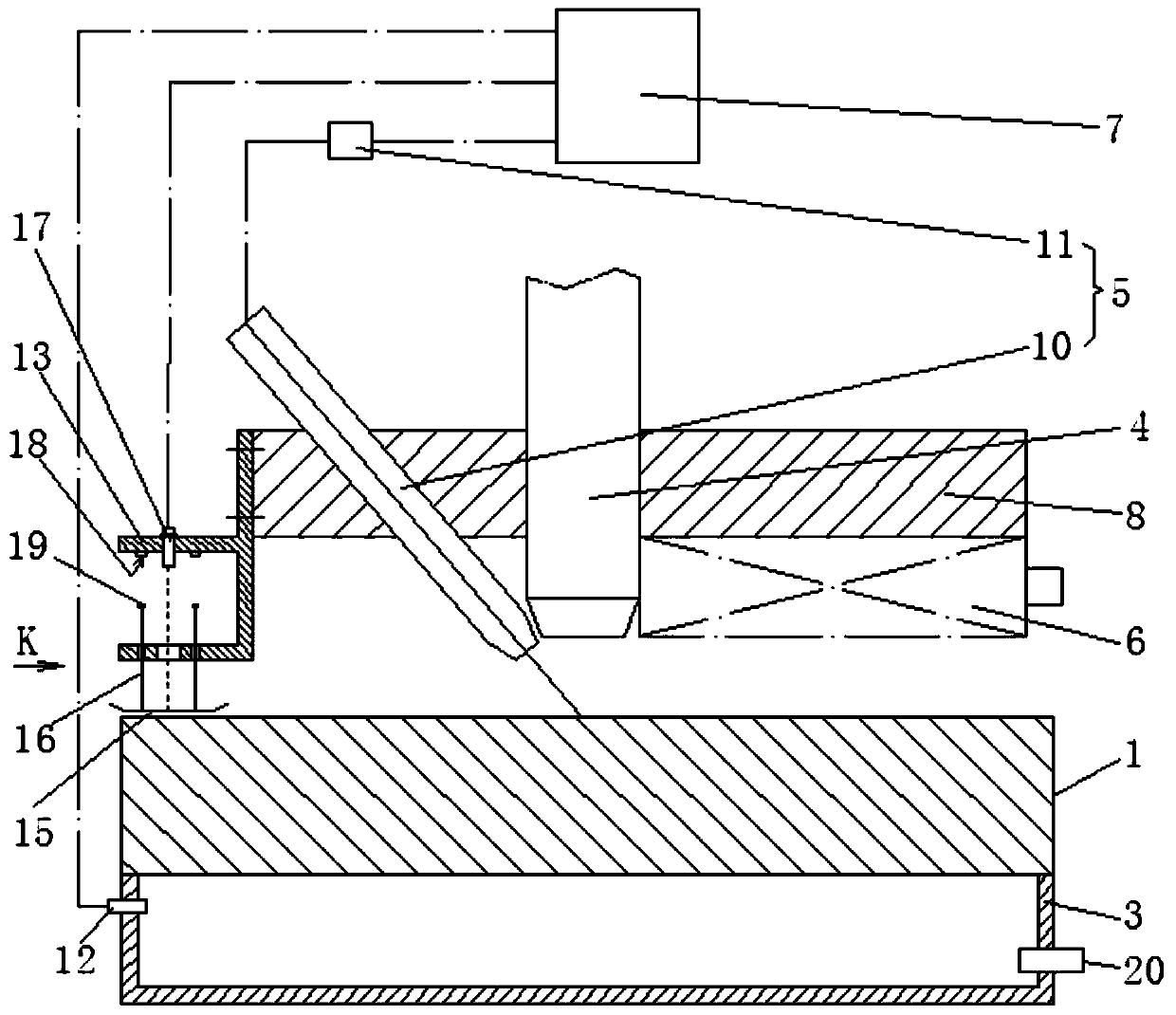
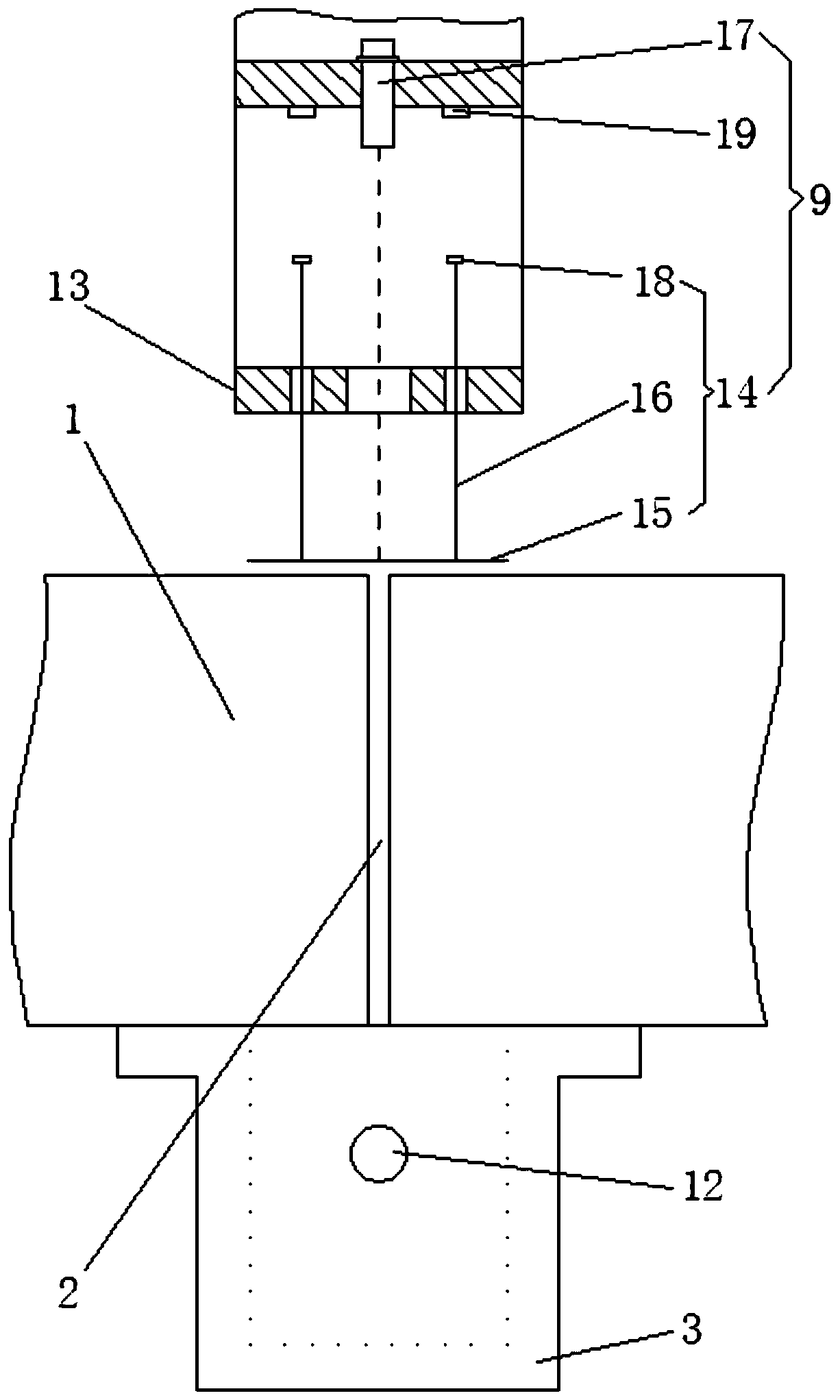
[0063] Such as Figures 1 to 5 Shown is an embodiment of the plasma welding process of a duplex stainless steel 2507 with bypass wire feeding of the present invention, including the following process steps:
[0064] (1) Steel plate cutting: 2507 stainless steel plate is used, which is cut and formed according to the design requirements;
[0065] (2) Selection of welding wire: use a welding wire with a diameter of φ1.2mm as the welding wire for bypass wire feeding during plasma arc welding;
[0066] (3) Steel plate pretreatment: perform surface pretreatment on the welding area of the stainless steel plate before welding;
[0067] (4) Steel plate splicing and positioning: the stainless steel plates to be welded are butted, and after the butt joint, the stainless steel plates are spot welded and positioned, and the position of the spot welded positioning is located at the butt seam on the back of the stainless steel plates;
[0068] (5) Install the back protection tooling: in...
Embodiment 2
[0103] Adopt the welding process of embodiment 1, carry out the test plate welding of duplex stainless steel 2507, the welding test plate is processed according to the sample size requirement of corresponding inspection standard, with American Bureau of Shipping (ABS) material and welding code as guidance document, carry out The following items are tested, see the table below:
[0104]
[0105]
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More