

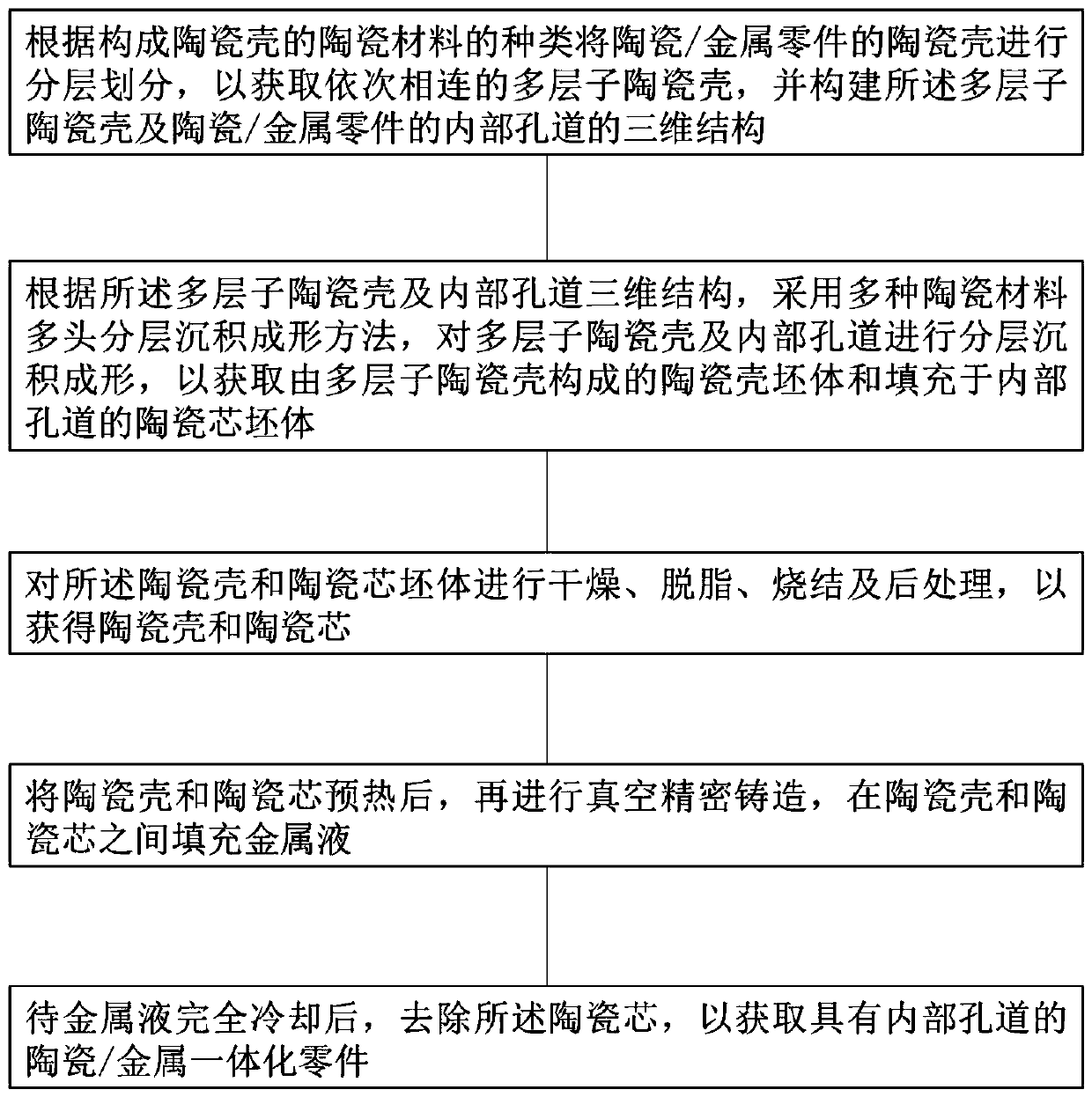
Casting method of ceramic/metal integrated part on basis of layering extrusion forming
A technology of extrusion molding and ceramics, applied in the direction of ceramic molding machines, manufacturing tools, additive processing, etc., can solve the problems of complex preparation process, sintering process, and process of thermal barrier coatings, and achieve improved interface bonding, The effect of improving preparation efficiency and simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
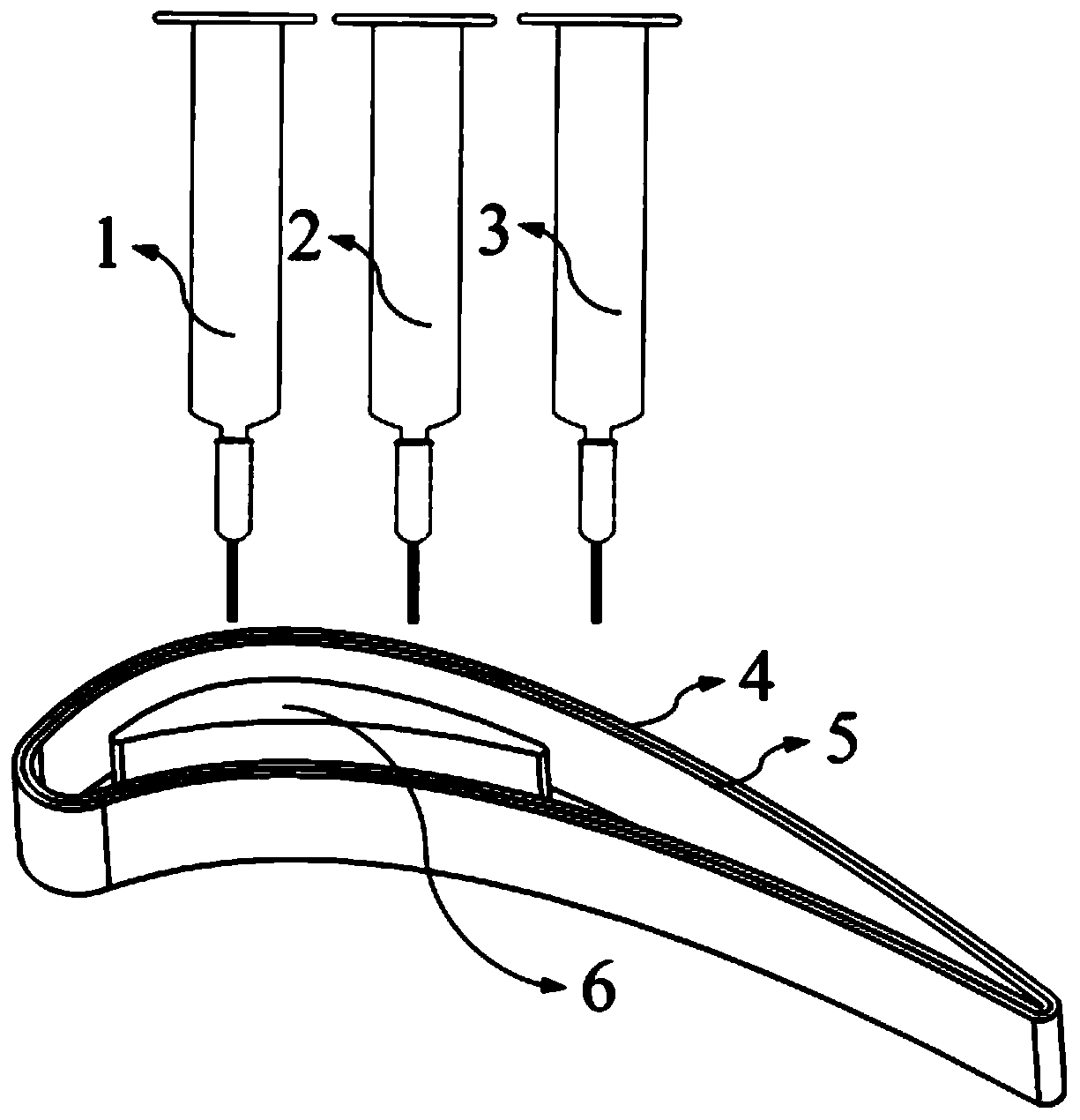
[0047] (1) Design the 3D model of the double-layer ceramic shell and the internal channel according to the shape of the original blade, use the slicing software to slice the 3D model layered in the Z direction, and obtain the layered processing instructions, the needle diameter is 0.05mm, and the printing layer height is 0.04mm;
[0048] (2) Prepare three uniformly dispersed ceramic slurries, and then add them to the printing barrel at a printing speed of 10mm / s, and use a layered extrusion molding device to prepare the ceramic shell, inner shell and ceramic core filled in the internal channel as a whole ;
[0049] (3) Drying, degreasing, sintering and post-processing the printed ceramic shell and ceramic core body;
[0050] (4) After preheating the ceramic shell and the ceramic core, the filling and injection of the liquid metal is completed in a vacuum environment;
[0051] (5) After the molten metal is cooled, the ceramic core is removed in water, and the metal / ceramic int...
Embodiment 2
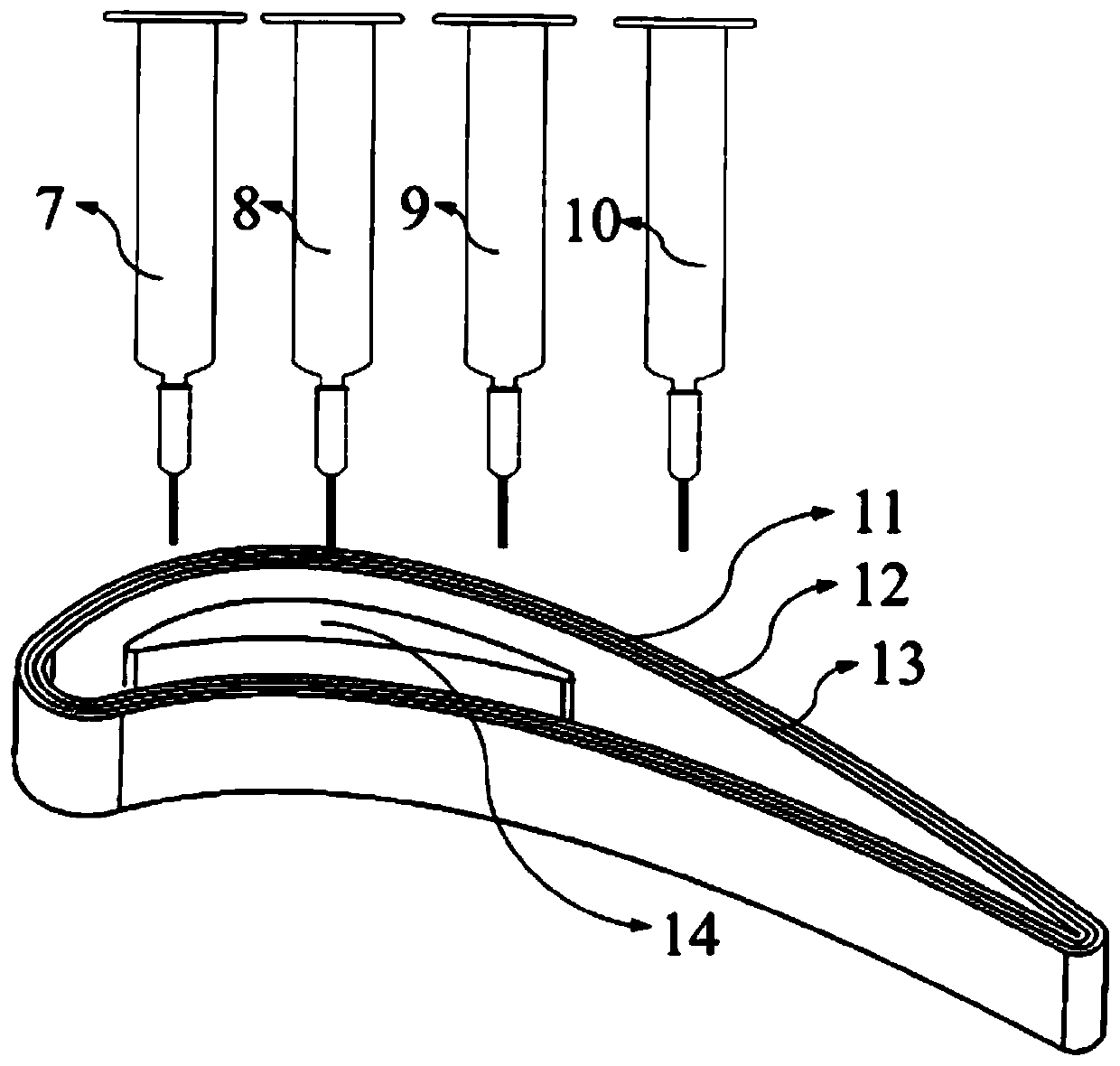
[0054] (1) Design the 3D model of the double-layer ceramic shell and the internal channel according to the shape of the original blade, use the slicing software to slice the 3D model layered in the Z direction, and obtain the layered processing instructions, the needle diameter is 0.3mm, and the printing layer height is 0.24mm;
[0055] (2) Prepare the uniformly dispersed ceramic slurry in 3, and then add it to the printing barrel at a printing speed of 40mm / s, and prepare the ceramic shell, inner shell and ceramic core body by using a layered extrusion molding machine;
[0056] (3) Drying, degreasing, sintering and post-processing the printed ceramic shell and ceramic core body;
[0057] (4) After preheating the ceramic shell and the ceramic core, the filling and injection of the liquid metal is completed in a vacuum environment;
[0058] (5) After the molten metal is cooled, the ceramic core is removed in water, and the ceramic / metal integrated blade is obtained after drying...
Embodiment 3
[0061] (1) Design the 3D model of the double-layer ceramic shell and the internal channel according to the shape of the original blade, use the slicing software to slice the 3D model layered in the Z direction, and obtain the layered processing instructions, the needle diameter is 0.2mm, and the printing layer height is 0.16mm;
[0062] (2) Prepare the uniformly dispersed ceramic slurry in 3, and then add it to the printing barrel at a printing speed of 25mm / s, and prepare the ceramic shell, inner shell and ceramic core body by using a layered extrusion molding machine;
[0063] (3) Drying, degreasing, sintering and post-processing the printed ceramic shell and ceramic core body;
[0064] (4) After preheating the ceramic shell and the ceramic core, the filling and injection of the liquid metal is completed in a vacuum environment;
[0065] (5) After the molten metal is cooled, the ceramic core is removed in water, and the ceramic / metal integrated blade is obtained after drying...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More