Iron-based sintered vulcanized material and its preparation method, iron-based side plate and oil distribution plate
A technology of iron-based sintering and sintering materials, applied in metal material coating process, solid-state diffusion coating, coating and other directions, can solve the problems of occlusion, surface adhesion and wear of friction pairs, etc., to reduce friction factor and improve friction reduction effect. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] Weighing: Weigh 100 parts of reduced iron powder, 10 parts of copper powder, 0.7 part of graphite, 0.6 part of zinc stearate, and 0.05 part of spindle oil by weight;
[0028] Mixing: Use a double cone mixer to mix evenly;
[0029] Pressing: pressing density is 6.6g / cm 3 The disc sample;
[0030] Sintering: sintering at 1100°C for 30 minutes; prepared sintered material;
[0031] Coating: through sieving, evenly spread sulfur powder on the surface of the sintered material to obtain a coating material; the amount of sulfur accounts for about 20% of the porosity;
[0032] Vulcanization: Put the coated material at a temperature of 118°C, keep it warm for 100 minutes, and use an argon atmosphere to allow sulfur to enter the pores of the sintered material to obtain a sintered vulcanized material;
[0033] Sample preparation: make the vulcanized material as a test sample block.
Embodiment 2
[0035] Weighing: Weigh 100 parts of reduced iron powder, 15 parts of copper powder, 0.6 part of graphite, 0.6 part of zinc stearate, and 0.05 part of spindle oil by weight;
[0036] Mixing: Use a double cone mixer to mix evenly;
[0037] Pressing: Pressing disc samples with a density of 6.4g / cm3;
[0038] Sintering: sintering at 1110°C for 30 minutes; prepared sintered material;
[0039] Coating: through sieving, the sulfur liquid is sprayed onto the surface of the sintered material to obtain the coated material; the amount of sulfur accounts for about 80% of the porosity;
[0040] Vulcanization: put the coated material at a temperature of 130°C, keep it warm for 40 minutes, and use an air atmosphere to allow sulfur to enter the pores of the sintered material to obtain a sintered vulcanized material;
[0041] Sample preparation: make the vulcanized material as a test sample block.
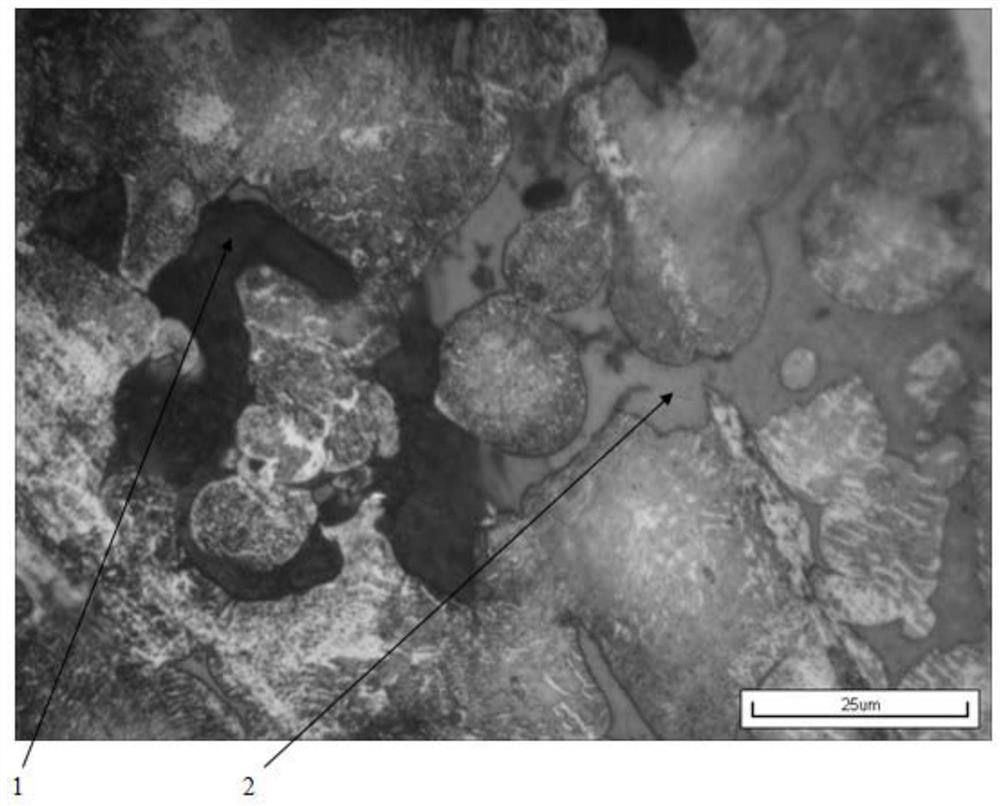
[0042] The metallographic structure diagram of the vulcanized material prepared in this embo...
Embodiment 3
[0044] Weighing: Weigh 100 parts of reduced iron powder, 8 parts of copper powder, 0.7 part of graphite, 0.5 part of zinc stearate, and 0.07 part of spindle oil by weight;
[0045] Mixing: Use a double cone mixer to mix evenly;
[0046] Pressing: Pressing a disc sample with a density of 6.8g / cm3;
[0047] Sintering: sintering at 1100°C for 30 minutes; prepared sintered material;
[0048] Coating: through sieving, evenly spread sulfur powder on the surface of the sintered material to obtain a coating material; the amount of sulfur accounts for about 40% of the porosity;
[0049] Vulcanization: put the coated material at a temperature of 160°C, keep it warm for 20 minutes, and use a nitrogen atmosphere to allow sulfur to enter the pores of the sintered material to obtain a sintered vulcanized material;
[0050] Sample preparation: make the vulcanized material as a test sample block.
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com