

Brazing filler metal suitable for tc4 titanium alloy thin-walled honeycomb structure and its preparation method and brazing method
A technology of honeycomb structure and brazing method, applied in welding equipment, metal processing equipment, welding/cutting medium/material, etc., can solve the problems of reduced shear performance of brazing interface, corrosion of honeycomb panel, long brazing time, etc. , to achieve good interdiffusion, improve brazing quality and reduce welding holding time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
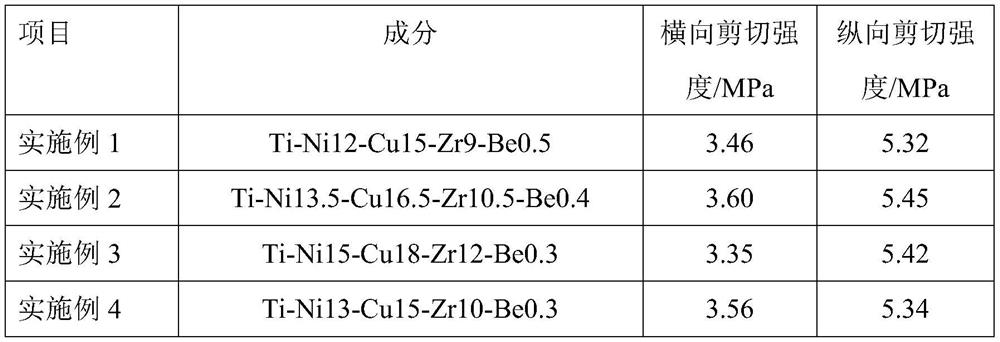
[0035] A preparation method for brazing filler metal suitable for TC4 titanium alloy thin-walled honeycomb structure, comprising the following steps: material preparation: see Table 1, the weight percent of the chemical composition of the filler metal is: Ni: 12%; Cu: 15%; Zr: 9%, Be: 0.5%, and the balance is Ti. According to the chemical composition ratio of the above-mentioned solder, weigh the required sponge titanium, sponge zirconium, industrial pure nickel, industrial pure copper, and beryllium powder. Purity not less than 99.5%;
[0036] Vacuum smelting: use a vacuum induction furnace to smelt the raw materials, the melting temperature is 1900°C, the holding time is 0.5h, and the vacuum degree is not lower than 10 -2Pa, cast into ingot, air-cooled to room temperature, repeated smelting 3 times;
[0037] Preparation of brazing filler metal: use amorphous foil stripping equipment, put the melted alloy ingot into the melting crucible of the equipment for melting, the melt...
Embodiment 2
[0045] A preparation method for brazing filler metal suitable for TC4 titanium alloy thin-walled honeycomb structure, comprising the following steps: material preparation: see Table 1, the weight percent of the chemical composition of the filler metal is: Ni: 13.5%; Cu: 16.5%; Zr: 10.5%, Be: 0.4%, and the balance is Ti. According to the chemical composition ratio of the above-mentioned solder, weigh the required sponge titanium, sponge zirconium, industrial pure nickel, industrial pure copper, and beryllium powder. The purity is not less than 99.5%; vacuum smelting: the raw materials are smelted in a vacuum induction furnace, the melting temperature is 1950°C, the holding time is 0.75h, and the vacuum degree is not less than 10 -2 Pa, cast into ingot, air-cooled to room temperature, repeated smelting 3 times;
[0046] Preparation of brazing filler metal: use amorphous foil stripping equipment, put the melted alloy ingot into the melting crucible of the equipment to melt, the m...
Embodiment 3
[0054] A preparation method for brazing filler metal suitable for TC4 titanium alloy thin-walled honeycomb structure, comprising the following steps: material preparation: see Table 1, the weight percent of the chemical composition of the filler metal is: Ni: 15%; Cu: 18%; Zr: 12%, Be: 0.3%, and the balance is Ti. According to the chemical composition ratio of the above-mentioned solder, weigh the required sponge titanium, sponge zirconium, industrial pure nickel, industrial pure copper, and beryllium powder. Purity not less than 99.5%;
[0055] Vacuum smelting: use a vacuum induction furnace to smelt the raw materials, the melting temperature is 2000°C, the holding time is 1h, and the vacuum degree is not lower than 10 -2 Pa, cast into ingot, air-cooled to room temperature, repeated smelting 5 times;
[0056] Preparation of brazing filler metal: use amorphous foil stripping equipment, put the melted alloy ingot into the melting crucible of the equipment for melting, the melt...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More