

Additional alternating magnetic field assisted aluminum alloy/steel dissimilar metal melt-brazing method and system
An alternating magnetic field and dissimilar metal technology, applied in metal processing equipment, welding equipment, arc welding equipment, etc., can solve the problems of easy fluctuation of arc energy output, restriction of mechanical properties of joints, poor spreading wettability, etc., to achieve increased brazing Interface area, low cost, effect of reducing wetting angle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
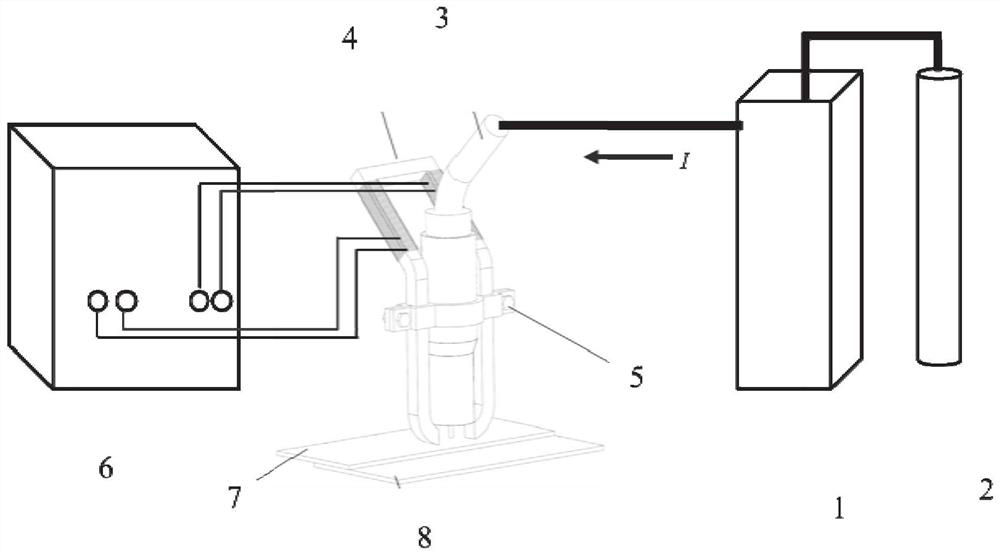
[0043] Aiming at the problems of low joint strength and easy generation of pores during aluminum / steel MIG brazing welding, the invention provides an aluminum / steel MIG brazing welding system assisted by an external alternating magnetic field. figure 1 It is the aluminum / steel MIG brazing system diagram assisted by an external alternating magnetic field of the present invention, including a magnetic generating device 4, a MIG welding machine 1, a dual-circuit excitation power supply 6, and the MIG welding machine 1 is connected to a shielding gas device 2, wherein the shielding gas The gas is pure argon or helium. The magnetic generating device 4 cooperates with the welding torch 3 of the MIG welding machine 1 . The two-way excitation power supply 6 is connected to the coil of the magnetic generator 4 .
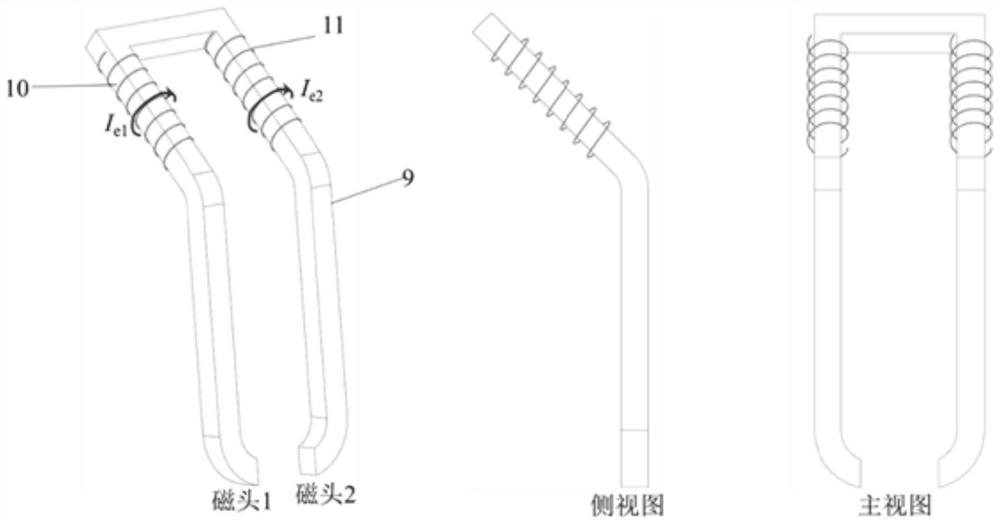
[0044] In one embodiment, as figure 2 As shown, the magnetic generating device 4 includes a U-shaped iron core 9 and two coils wound on the iron core 9, which are respecti...
Embodiment 2
[0049] Step 1. Fix the aluminum alloy plate and steel plate to be welded, wherein the steel plate is on the bottom and the aluminum alloy plate is on top, such as figure 1 shown.
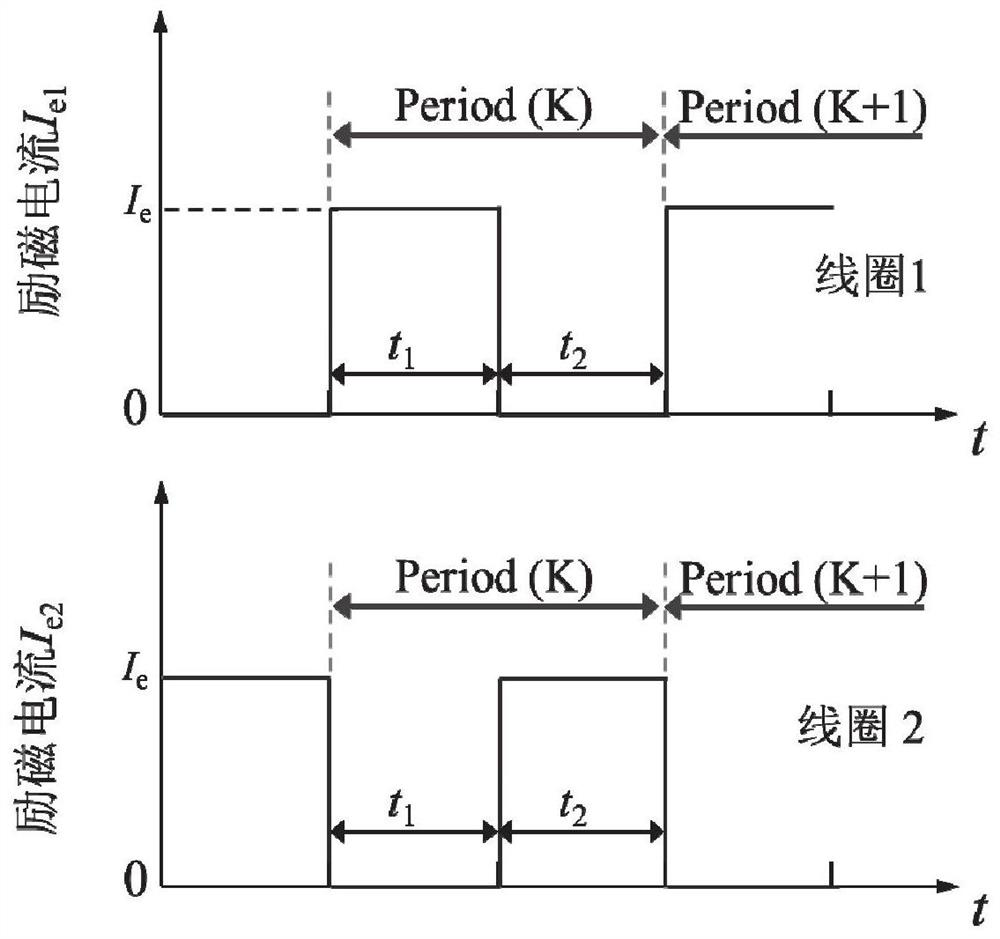
[0050] Step 2: Turn on the excitation power supply and set the excitation parameters. The excitation current waveforms of the two coils are as follows image 3 As shown, the peak value of the excitation current is 2-30A, the base value current is 0, and the pulse frequency is 1-40Hz.
[0051] Step 3. According to the plate thickness and welding speed requirements of the workpiece to be welded, select the appropriate welding process parameters and start welding.
[0052] The aluminum alloy of the welding workpiece is 1mm thick 5052 aluminum alloy plate and 2mm thick low carbon steel galvanized steel plate. Adjust the MIG welding power supply, the welding current is 71A, the wire feeding speed is 3.3m / min, the welding wire is ER4043 wire with a diameter of 1.2mm, the welding speed is 0.6m / min, the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More