

Laser seal welding method for oxygen-free copper shell and oxygen-free copper cover plate
An oxygen-free copper and laser spot welding technology, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problem of being easily affected by the surface state of the workpiece, large particle splashes and holes, and difficult to form a stable molten pool etc. to achieve continuous laser welding process parameter optimization, stable solder spot diameter, and pulse laser welding process parameter optimization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
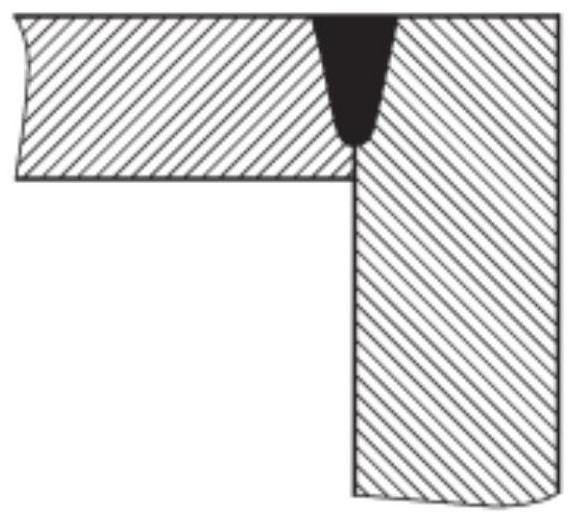
[0030] In this embodiment, the oxygen-free copper shell to be laser sealed and welded is 30mm×30mm, and the inner cavity volume is about 3.7cm 3 , the oxygen-free copper shell includes electroplated nickel, gold oxygen-free copper shell and electroplated nickel, gold oxygen-free copper cover plate, the welding joint adopts the method of locking the bottom self-centering joint, specifically as figure 1 As shown, the thickness of the cover plate is 1mm, and the fit gap between the shell and the cover plate is 0.08mm.
[0031] The laser sealing and welding method for the above-mentioned oxygen-free copper shell comprises the following steps:
[0032] (1) Cleaning: Soak the oxygen-free copper shell with methanol and isopropanol in sequence. After soaking, wipe the inside and outside of the oxygen-free copper shell with dust-free paper to remove oil stains on the surface of the shell, and then use nitrogen gas (of course, it can also be cleaned). is other protective gas) to dry th...
Embodiment 2
[0040] In this embodiment, the oxygen-free copper shell to be laser sealed and welded is 30mm×30mm, and the inner cavity volume is about 3.4cm 3 , the oxygen-free copper shell includes electroplated nickel, gold oxygen-free copper shell and electroplated nickel, gold oxygen-free copper cover plate, the welding joint adopts the method of locking the bottom self-centering joint, specifically as figure 1 As shown, the thickness of the cover plate is 1mm, and the fit gap between the shell and the cover plate is 0.08mm.
[0041] The laser sealing and welding method for the above-mentioned oxygen-free copper shell comprises the following steps:
[0042] (1) Cleaning: Soak the oxygen-free copper shell with methanol and isopropanol in sequence. After soaking, wipe the inside and outside of the oxygen-free copper shell with dust-free paper to remove oil stains on the surface of the shell, and then use nitrogen gas (of course, it can also be cleaned). is other protective gas) to dry th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More