

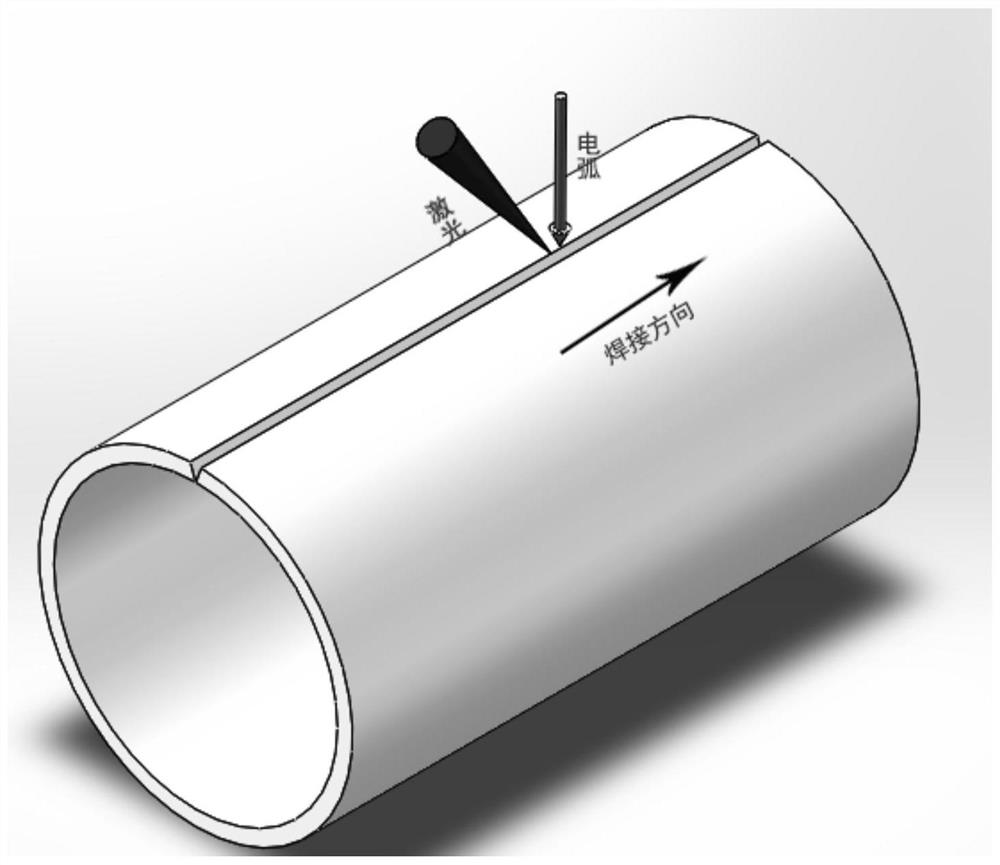
Efficient laser-electric arc composite heat source high-strength steel pipeline straight seam welding process
A compound heat source and straight seam welding technology, which is applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of expanding the heat-affected zone, reducing the mechanical properties, and unstable production quality. The effects of saving welding filler materials, improving welding production efficiency, and shortening the construction period of the project
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0051] Example 1: Straight weld seam of X65 pipeline with wall thickness 16mm and pipeline inner diameter φ568
[0052] 1. Preparation before welding
[0053] (1) Groove processing, open a groove with 20° on both sides and 2mm on the blunt side.
[0054] (2) Check whether the surface of the workpiece is wet. If the surface of the workpiece is wet, wait for it to dry before welding;
[0055] (3) Grind the welded part with an angle grinder or sandpaper to remove surface oxides and use acetone solution to wipe off the oil.
[0056] (4) Welding method and selection of welding materials, using laser-MAG arc hybrid welding as the main method for welding, 82% argon and 18% CO 2 Mixed gas, the welding wire is ER70S-G welding wire with a diameter of 1mm.
[0057] 2. Spot welding
[0058] (1) According to the structural size of the workpiece, the distance between spot welding is 200mm, the spot welding current is 150A, and the spot welding time is 2s.
[0059] (2) When spot welding...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More