

Manufacture of high tenacity low-stretch polyester filaments
A high-strength, low-stretch, polyester filament technology, applied in the field of polyester production technology, can solve the problems of product quality and actual production capacity limitation, unstable production operation, strong process dependence, etc., and achieve high added value of products and elongation at break. The effect of low rate and wide source of raw materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
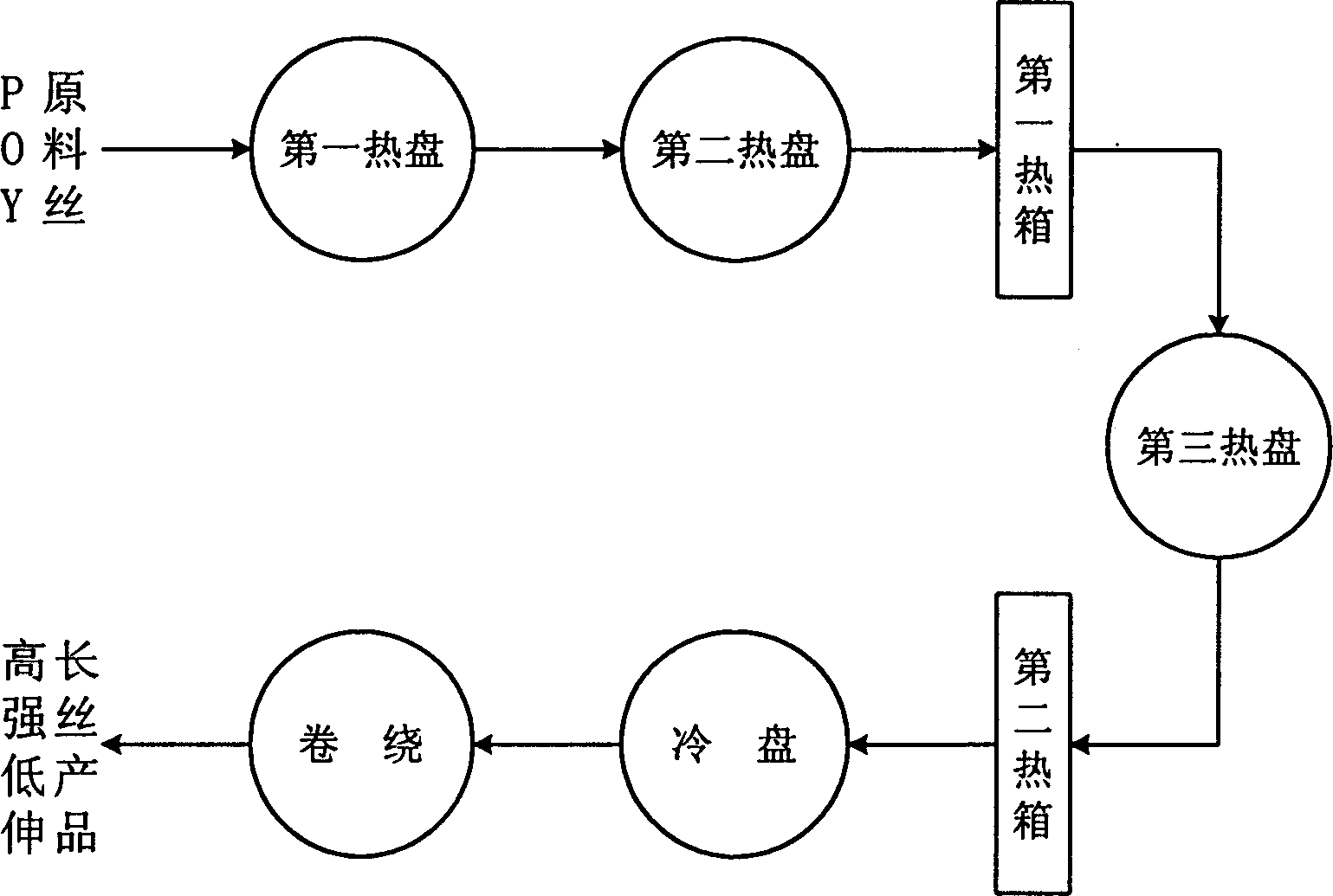
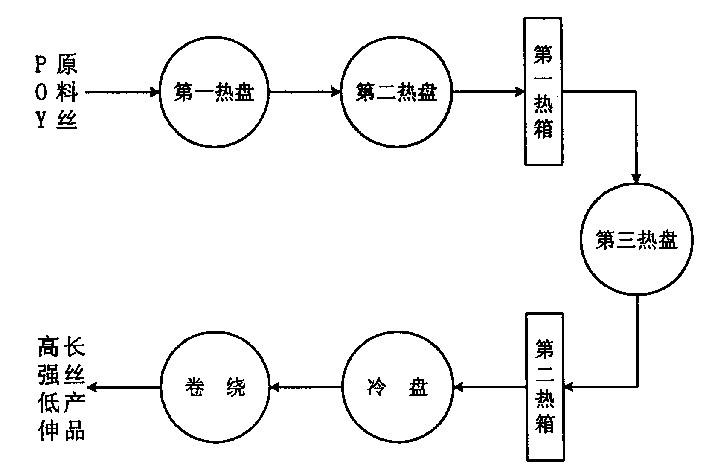
[0017] The conventional POY yarn of 250dtex / 48f is drawn through the first hot plate at 70°C and the second hot plate at 150°C. The draw ratio DR1 is 1.85. The hot plate is 130°C for secondary drafting, the draw ratio DR2 is 1.2, and then enters the second hot box to be relaxed and shaped at 220°C, and then winds through the cold plate. There is no broken end or hairy yarn during the production process, and the winding is formed Good, the physical indexes of the obtained silk are shown in Table 1.
Embodiment 2
[0019] The conventional POY yarn of 165dtex / 36f, the elongation at break is 130%, and the strength at break is 2.1cN / dtex, and it is drawn through the first hot plate at 60°C and the second hot plate at 130°C, and the draw ratio DR1 is 1.70, enter the first hot box and undergo tension setting at 200°C, then pass through the third hot plate for secondary drawing at 125°C, the stretch ratio DR2 is 1.15, then enter the second hot box, relax and set at 200°C, and then pass through the cold plate for coiling In the production process, there is no broken end and no hairy yarn, and the winding is well formed. The physical indicators of the obtained yarn are shown in Table 1.
Embodiment 3
[0021] The POY yarn with a specification of 277dtex / 47f, a breaking elongation of 131%, and a breaking strength of 2.3cN / dtex is firstly drawn by the first hot plate at 90°C and the second hot plate at 170°C, and the stretching ratio is DR1 It is 2.0; then it enters the first hot box and undergoes tension setting at 230°C, and carries out secondary drafting through the third hot plate at 150°C, and the stretch ratio DR2 is 1.1; finally enters the second hot box, relaxes and sets at 240°C, and passes through the cold plate again Carry out coiling, there is no broken end, no wool yarn in the production process, and the coiling formation is good, and the physical index of gained silk is shown in Table 1.
[0022]
sample
(dtex)
(cN / dtex)
elongation at break
(%)
Boiling water shrinkage
(100°C,
30min)
Dry heat shrinkage
(150°C,
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation at break | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More