Method for manufacturing multicolor wear-resistant metal decorative film layer
A wear-resistant metal and metal film technology, applied in the directions of lamination auxiliary operations, chemical instruments and methods, lamination, etc., can solve the problem of poor environmental protection and wear resistance of the surface film layer, limited application products and film quality, artificial Problems such as low efficiency of coating ink operation, to overcome poor wear resistance and environmental protection, improve product application range, and high practical value
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
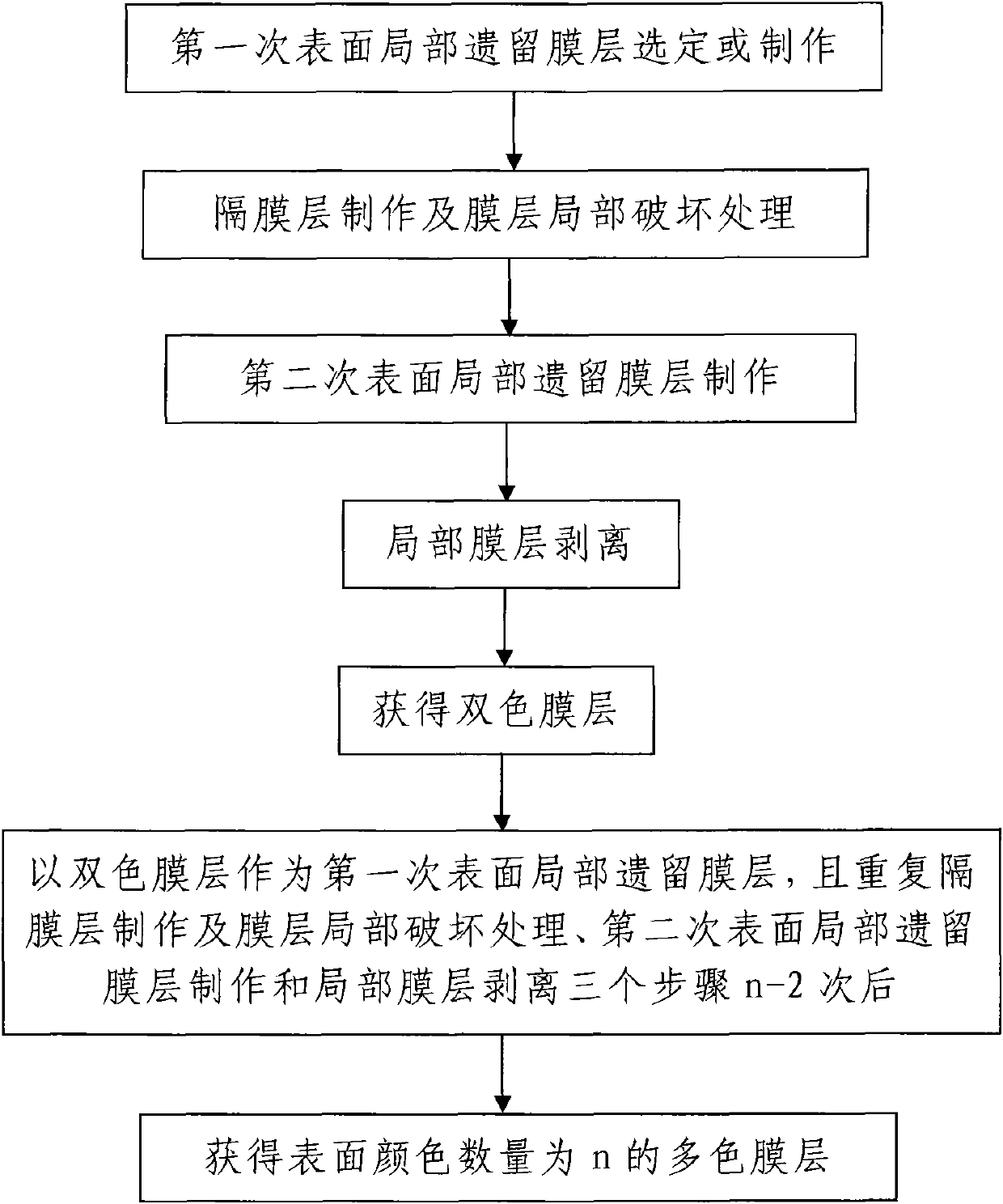
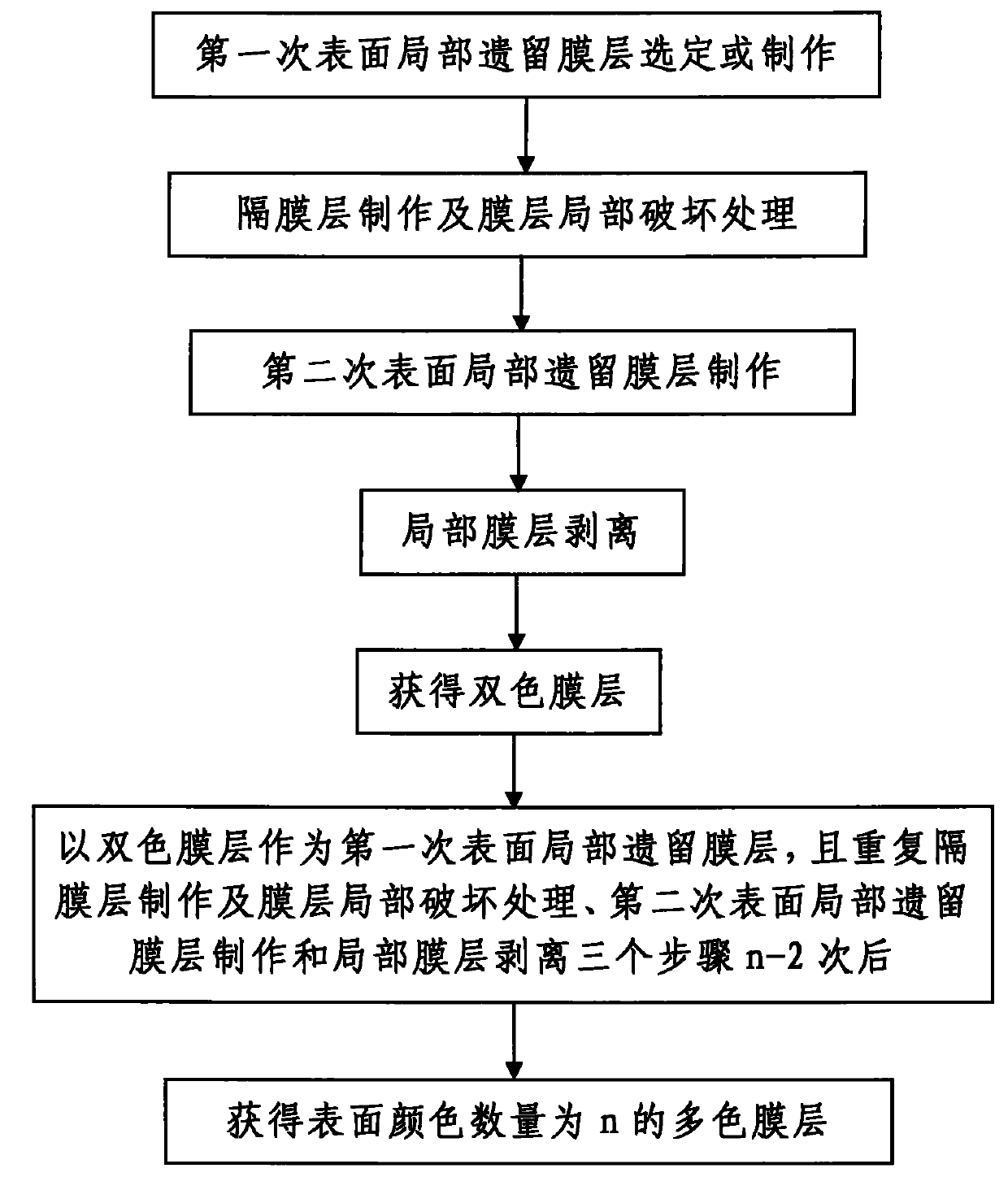
[0047] In this embodiment, the product to be produced is a black-gold two-color sand line. Correspondingly, when making the first partial surface film layer in step 1, a vacuum ion coating machine is used and the conventional PVD vacuum coating method is used in the described process. Coating a film layer on the surface as the first local residual film layer on the surface, the film layer one is a TiC film layer, and when vacuum coating is performed, the vacuum degree is 0.85Pa, and the C 2 h 2 The flow rate of Ar is 600 sccm, the flow rate of Ar used is 20 sccm, and the coating time is 6 minutes. In step 201, firstly, the material of the first partial film left on the surface is judged: in this embodiment, since the first partial film left on the surface is a semiconductor film or a carbon compound film, machining tools, chemical The etching method or the electrochemical etching method is used to locally destroy the first local residual film layer on the surface, and corresp...
Embodiment 2
[0049] In this embodiment, a blue-gold two-color sand line needs to be produced, and the production of the two-color film layer needs to be completed accordingly, and the production process is as follows:
[0050] Step 1. Select or make the first local residual film layer on the surface: first, select a straight and smooth outer surface on the processed substrate as the treatment surface; after that, use the conventional PVD vacuum coating method on the treatment surface Coating a film layer—as the first partial residual film layer on the surface. In this embodiment, the substrate to be processed is a 304 stainless steel plate, and the treated surface is a mirror surface.
[0051] After the treatment surface is selected, the treatment surface should be cleaned (ie pre-treatment cleaning) and dried immediately to keep the treatment surface clean. In this embodiment, when cleaning, the ultrasonic cleaning production line is used to clean in three steps: first, the surface of th...
Embodiment 3
[0067] In this embodiment, the difference from Embodiment 2 is that the product to be produced in this embodiment is a blue-gold-silver three-color decorative film layer (wherein, the number of colors to be produced for the multi-color film layer is n=3), with The blue-gold two-color film layer made in Example 2 is used as the first partial leftover film layer on the surface. After repeating steps 2 to 4 once, a three-color film layer with a color number of 3 is obtained correspondingly, and step 2 is repeated. The specific production process to step 4 is as follows:
[0068] First, a diaphragm layer is produced. The diaphragm layer produced in this embodiment is a Zr film layer, which is coated with a vacuum multi-arc ion coating machine and the vacuum degree during coating is above 0.02Pa. Before coating, a vacuum furnace body is used under the condition of 80 ° C. Heating is performed for 5 minutes, and argon ions are used for cleaning: the flow rate of the input argon gas ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com