

Ethylene propylene diene rubber composition for air outlet pipe of intercooler and preparation method thereof
A technology of EPDM rubber and composition, applied in the direction of hoses, pipes, mechanical equipment, etc., can solve the problems of rising automobile manufacturing costs and excess performance, and achieve suitable performance, low price, and good heat aging resistance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] To produce an intercooler outlet hose with a size of 41±0.5mm×51±0.5mm×630±3mm, the steps are as follows:
[0029] 1. Tube embryo manufacturing process
[0030] A pin-barrel cold-feed extruder with an aspect ratio of 11 was selected.
[0031] Extrusion inner rubber: head temperature: 60°C, extrusion section temperature: 50°C, plasticizing section temperature: 50°C, feeding section temperature: 50°C.
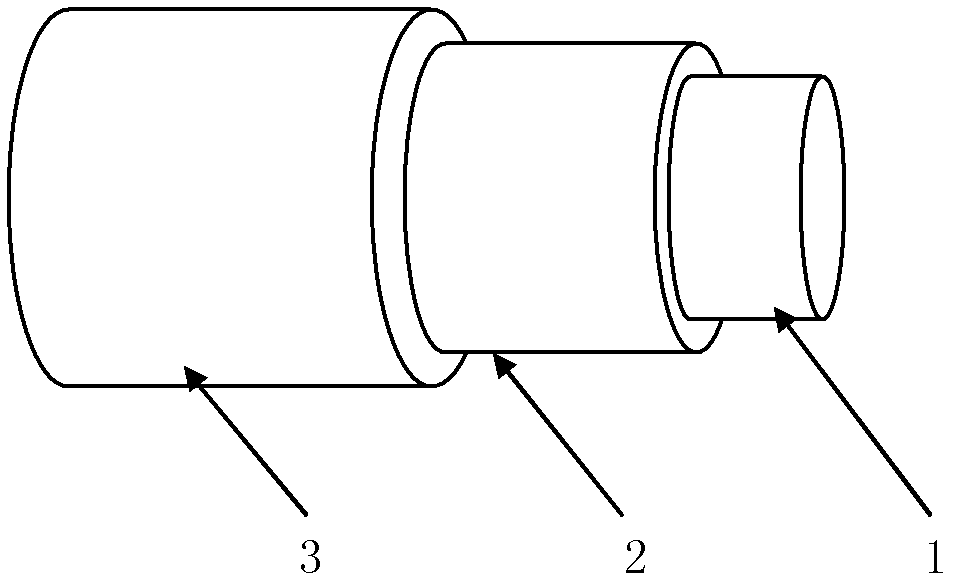
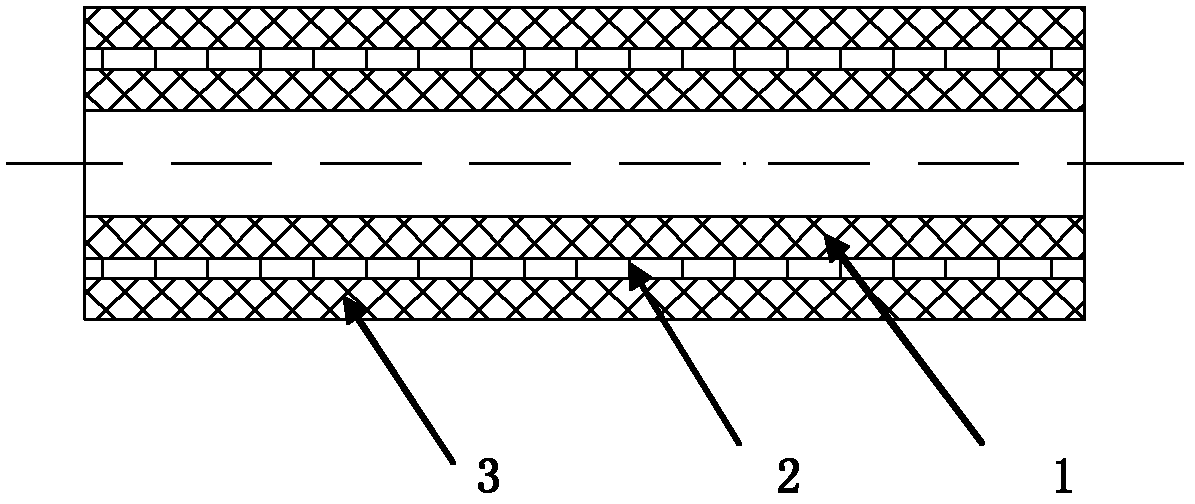
[0032] The reinforcement layer is made of aramid thread and has a knitted structure.
[0033] Extrusion cover: head temperature: 60°C, extrusion section temperature: 50°C, plasticizing section temperature: 50°C, feeding section temperature: 50°C. And choose a 41mm needle and a 48mm mouth shape to ensure the size of the hose.
[0034] 2. Cooling
[0035] After the rubber is extruded from the machine head, the temperature is high, and it is cooled. The temperature of the circulating water is controlled at 15±5°C, cooled and shaped, the cutting length is 230mm, and...
Embodiment 2
[0045] To produce an intercooler outlet hose with a size of 50±0.5mm×60±0.5mm×520±3mm, the steps are as follows:
[0046] 1. Tube embryo manufacturing process
[0047] A pin-barrel cold-feed extruder with a length-to-diameter ratio of 12 was selected.
[0048] Extrusion inner rubber: head temperature: 80°C, extrusion section temperature: 70°C, plasticizing section temperature: 70°C, feeding section temperature: 60°C.
[0049] The reinforcement layer is made of aramid thread and has a knitted structure.
[0050] Extrusion cover: head temperature: 80°C, extrusion section temperature: 70°C, plasticizing section temperature: 70°C, feeding section temperature: 60°C. And choose a 51mm needle and a 57mm mouth shape to ensure the size of the hose.
[0051] 2. Cooling
[0052] After the rubber is extruded from the machine head, the temperature is high, and it is cooled. The temperature of the circulating water is controlled at 15±5°C, cooled and shaped, the cutting length is...
Embodiment 3
0
[0064] To produce an intercooler outlet hose with a size of 48±0.5mm×57±0.5mm×745±3mm, the steps are as follows:
[0065] 1. Tube embryo manufacturing process
[0066] A pin-barrel cold-feed extruder with an aspect ratio of 15 was selected.
[0067] Extrusion inner rubber: head temperature: 70°C, extrusion section temperature: 60°C, plasticizing section temperature: 60°C, feeding section temperature: 55°C.
[0068] The reinforcement layer is made of aramid thread and has a knitted structure.
[0069]Extrusion cover: head temperature: 70°C, extrusion section temperature: 60°C, plasticizing section temperature: 60°C, feeding section temperature: 55°C. And choose a 49mm needle and a 55mm mouth shape to ensure the size of the hose.
[0070] 2. Cooling
[0071] After the rubber is extruded from the machine head, the temperature is high, and it is cooled. The temperature of the circulating water is controlled at 15±5°C, cooled and shaped, the cutting length is 745...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More