

Method for removing impurities from ionic rare-earth ore
An ionic rare earth ore and rare earth technology, applied in the direction of improving process efficiency, can solve problems such as large impurity content, and achieve the effects of safe and simple operation, low energy consumption, and reduced production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
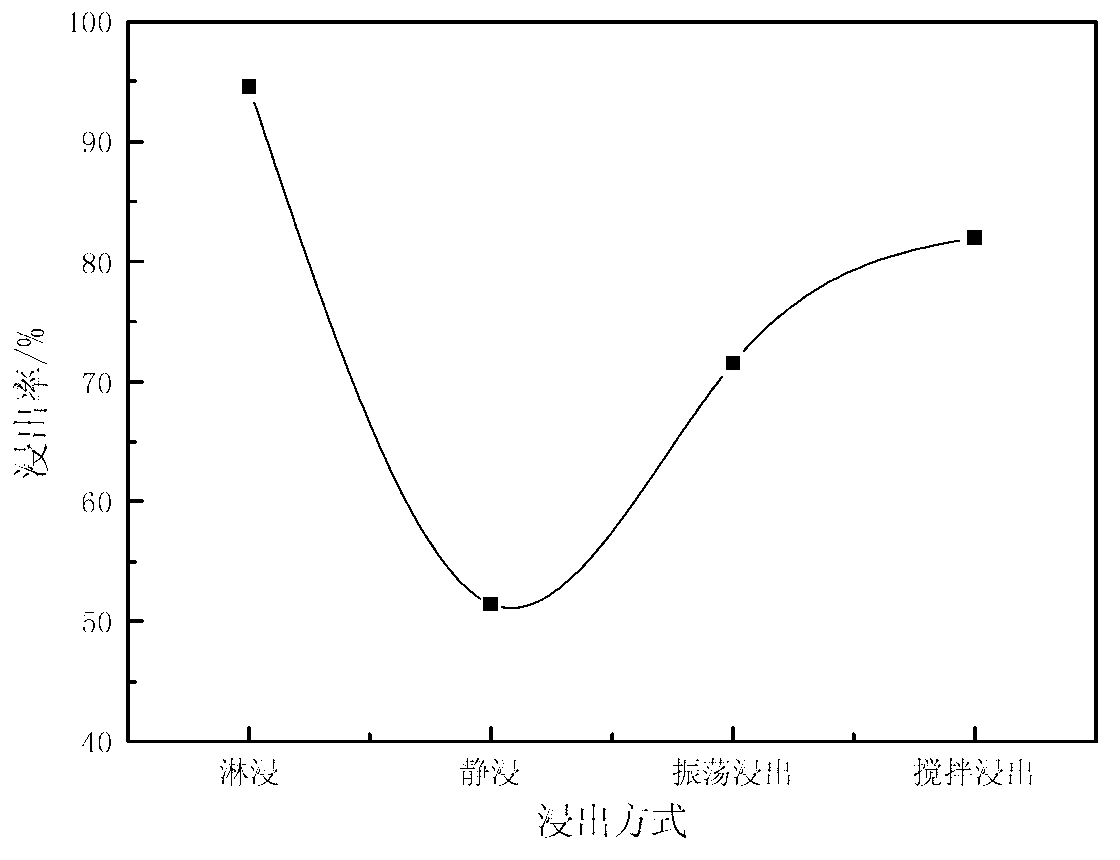
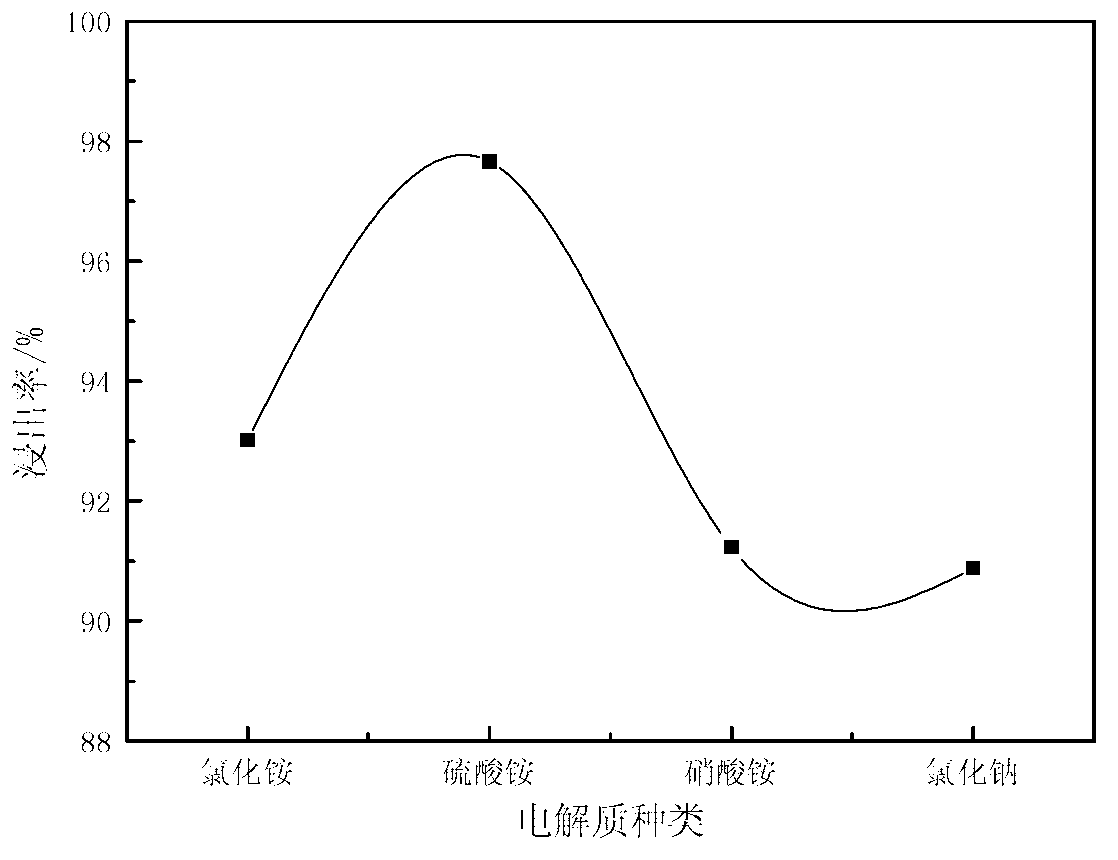
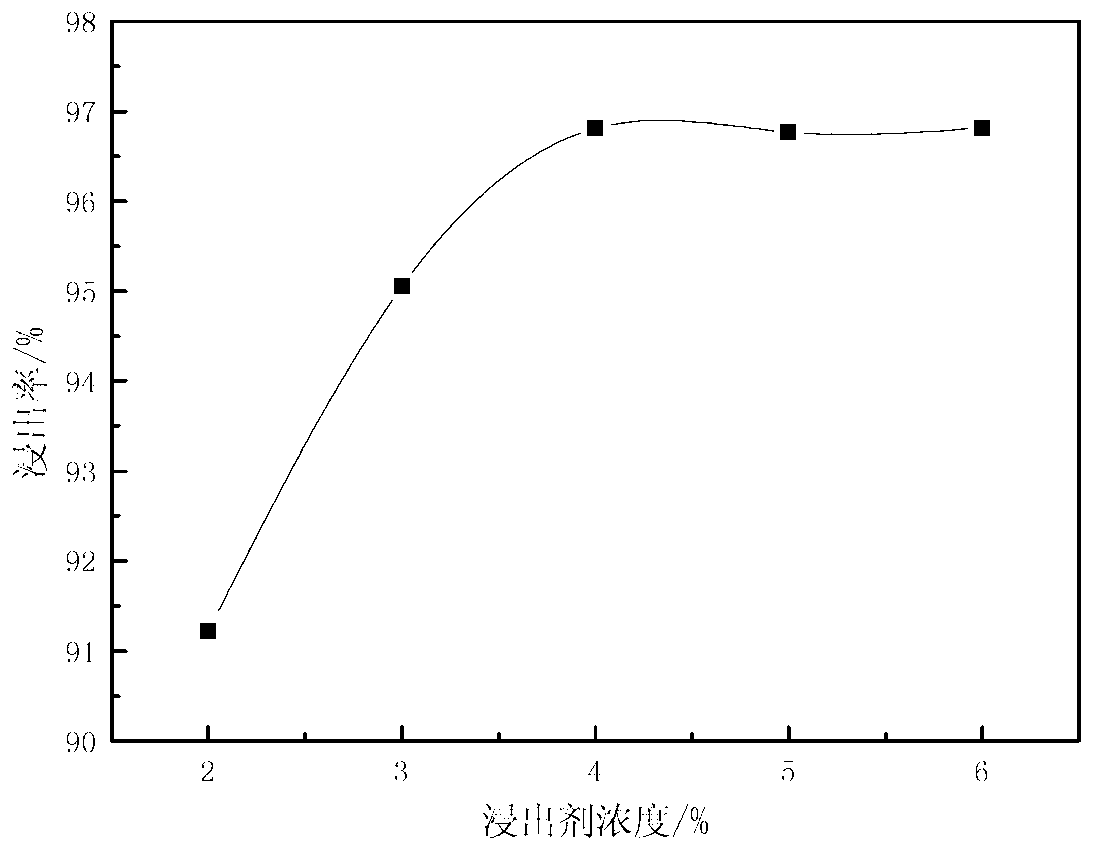
[0046] The ionic rare earth ore A is taken from a rare earth mine in Longnan. Weigh 200g of the ionic rare earth ore A and put it into the leaching column, and leaching the rare earth ore A with the prepared mixed leaching stock solution. The test conditions for leaching are raw ore weight: 200g, leaching method: leaching, leaching agent electrolyte: ammonium sulfate, leaching agent concentration: 4%, leaching agent flow rate: 2.5ml / min, raw ore water content: 0%, liquid-solid ratio: 1:1, tartaric acid concentration: 0.2%. Under the above test conditions, the rare earth leaching rate was 96.30%, the removal rate of aluminum ions was 94.48%, and the removal rate of iron ions was 98.04%.
Embodiment 2
[0048] The ionic rare earth ore B was taken from a rare earth mine in Longnan, and 200g of the ionic rare earth ore B was weighed and put into the leaching column, and the rare earth ore A was leached with the prepared mixed leaching stock solution. The test conditions for leaching are raw ore weight: 200g, leaching method: leaching, leaching agent electrolyte: ammonium sulfate, leaching agent concentration: 4%, leaching agent flow rate: 2.5ml / min, raw ore water content: 0%, liquid-solid ratio: 1:1, tartaric acid concentration: 0.2%. Under the above test conditions, the rare earth leaching rate was 97.19%, the removal rate of aluminum ions was 91.05%, and the removal rate of iron ions was 97.52%.
Embodiment 3
[0050] The ionic rare earth ore C was taken from a rare earth mine in Longnan. Weighed 200g of the ionic rare earth ore C and put it into the leaching column, and leached the rare earth ore A with the prepared mixed leaching stock solution. The test conditions for leaching are raw ore weight: 200g, leaching method: leaching, leaching agent electrolyte: ammonium sulfate, leaching agent concentration: 4%, leaching agent flow rate: 2.5ml / min, raw ore water content: 0%, liquid-solid ratio: 1:1, tartaric acid concentration: 0.2%. Under the above test conditions, the rare earth leaching rate was 95.43%, the removal rate of aluminum ions was 90.87%, and the removal rate of iron ions was 98.90%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More