

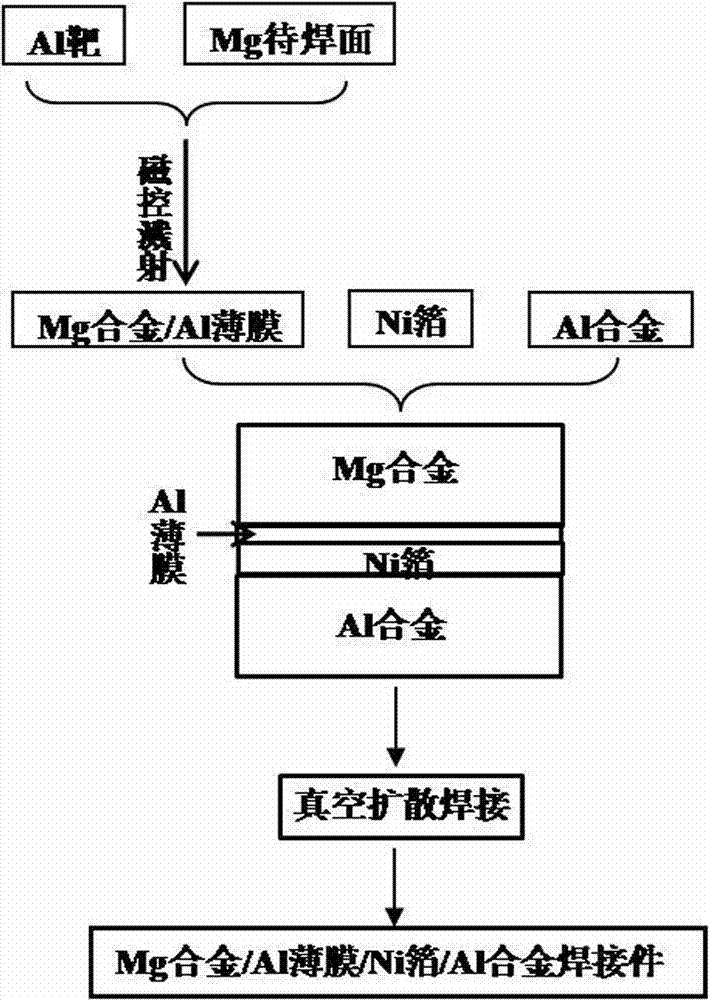
Spreading welding method of magnesium alloy and aluminum alloy containing composite middle layer
A composite intermediate layer, diffusion welding technology, applied in welding equipment, non-electric welding equipment, metal processing equipment and other directions, can solve the problems of easy mutual reaction, high thermal brittleness, low strength of welded joints, etc., to achieve high-strength welding, simple process , the effect of promoting promotion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Vacuum diffusion welding of magnesium alloy and aluminum alloy, among which: the magnesium alloy to be welded is Φ25×5mm Mg1 pure magnesium, the aluminum alloy to be welded is Φ25×5mm1060A pure aluminum, the thickness of nickel foil is 10μm, and the thickness of aluminum film is 1.5μm .
[0033] Specific steps are as follows:
[0034] 1. Cleaning of the surface to be welded:
[0035] Use an ultra-precision surface grinder to process magnesium alloy and aluminum alloy into round sheets. Before welding, use 1000#, 1200# sandpaper and 05, 06 metallographic sandpaper to grind the surface to be welded of the round sheet, perform mechanical polishing, and use acetone solution for ultrasonic cleaning 10min, transferred to acetone solution for storage.
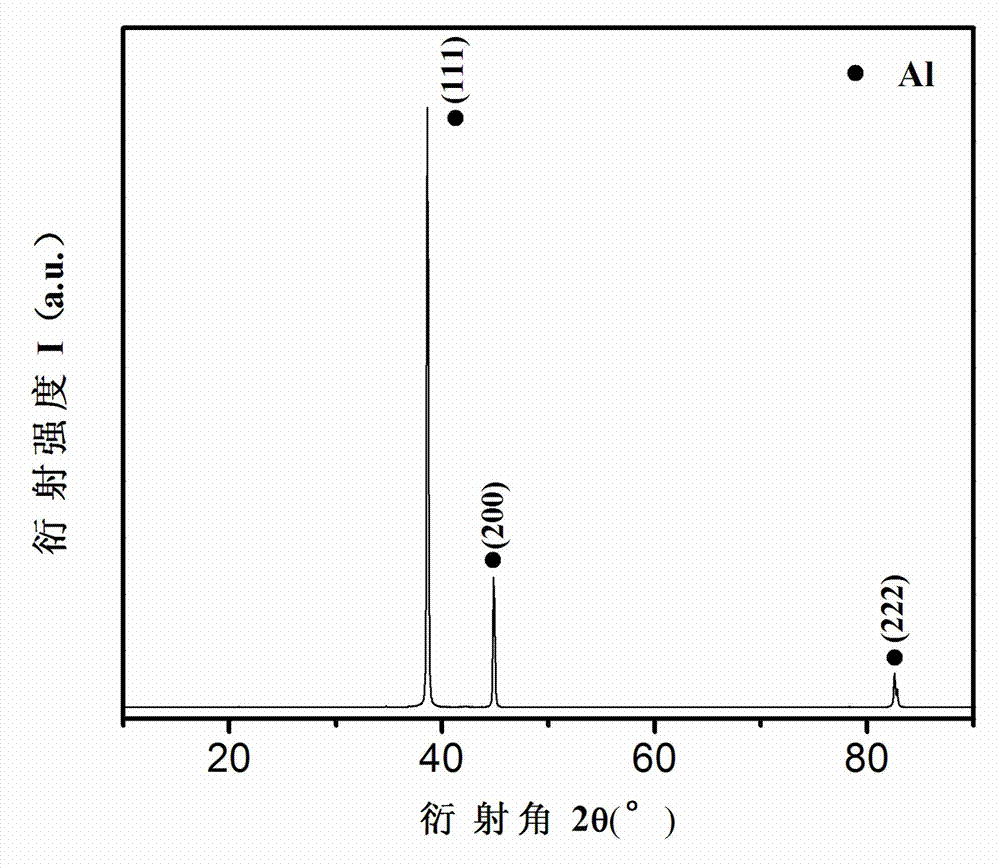
[0036] 2. Magnetron sputtering Al film coating on the surface of magnesium alloy to be welded:
[0037] Magnetron sputtering is used to deposit an Al thin film layer on the surface of the magnesium alloy to be welded after t...
Embodiment 2
[0041] Vacuum diffusion welding is performed on magnesium alloy and aluminum alloy, among which: the magnesium alloy to be welded is MB2 magnesium alloy with a diameter of Φ25×5mm, the aluminum alloy to be welded is Φ25×5mm2A12 aluminum alloy, the thickness of the nickel foil middle layer is 100μm, and the thickness of the aluminum film is 2 μm.
[0042] Specific steps are as follows:
[0043] 1. Cleaning of the surface to be welded:
[0044] Use an ultra-precision surface grinder to process magnesium alloy and aluminum alloy into round sheets. Before welding, use 1000#, 1200# sandpaper and 05, 06 metallographic sandpaper to grind the surface to be welded of the round sheet, perform mechanical polishing, and use acetone solution for ultrasonic cleaning 10min, transferred to acetone solution for storage.
[0045] 2. Magnetron sputtering Al film coating on the surface of magnesium alloy to be welded:
[0046] Magnetron sputtering is used to deposit an Al thin film layer on th...
Embodiment 3
[0050] Vacuum diffusion welding is carried out on magnesium alloy and aluminum alloy, among which: the magnesium alloy to be welded is AZ31B magnesium alloy with a diameter of Φ25×5mm, the aluminum alloy to be welded is 6061 aluminum alloy with a diameter of Φ25×5mm, the thickness of the middle layer of nickel foil is 30μm, and the aluminum film The thickness is 1.8 μm.
[0051] Specific steps are as follows:
[0052] 1. Cleaning of the surface to be welded:
[0053] Use an ultra-precision surface grinder to process magnesium alloy and aluminum alloy into round sheets. Before welding, use 1000#, 1200# sandpaper and 05, 06 metallographic sandpaper to grind the surface to be welded of the round sheet, perform mechanical polishing, and use acetone solution for ultrasonic cleaning 10min, transferred to acetone solution for storage.
[0054] 2. Magnetron sputtering Al film coating on the surface of magnesium alloy to be welded:
[0055] Magnetron sputtering is used to deposit an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More