

Quick manufacturing method of titanium-aluminum alloy composite part
A technology for titanium-aluminum alloys and complex parts, which is applied in the direction of improving process efficiency and energy efficiency, and can solve the problems of densification of complex parts, deformation control, high design and manufacturing costs, restrictions on wide application, and macroscopic organization. Avoid segregation and other problems to achieve the effects of preventing sample deformation, fast phase change, and releasing thermal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] Rapid Manufacturing of Ti-48Al-2Nb-2Cr Alloy Blades:
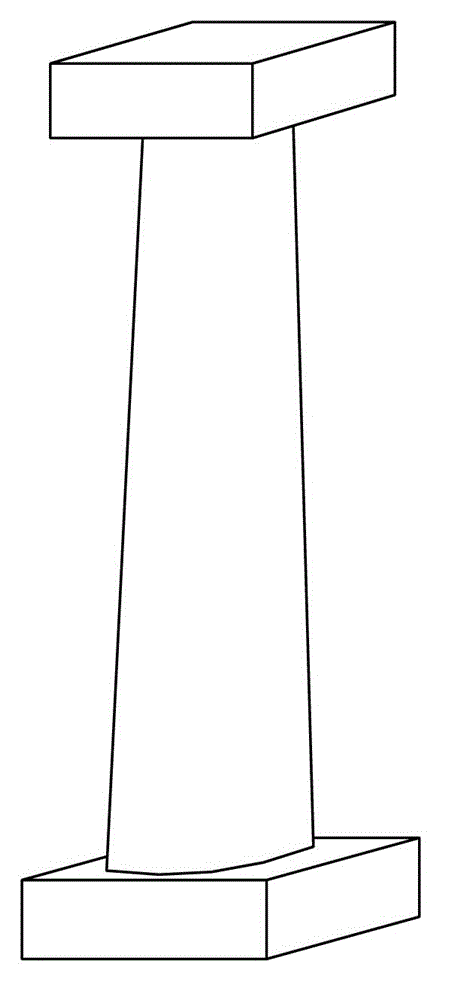
[0025] Step 1. Use CAD to establish a three-dimensional solid model of the Ti-48Al-2Nb-2Cr alloy blade (see the structure in figure 1 ), and then use layering software to divide the three-dimensional solid model into thin layers with a thickness of 0.18mm to obtain the STL format file, and then import the obtained STL format file into the rapid prototyping software of the electron beam rapid prototyping machine;
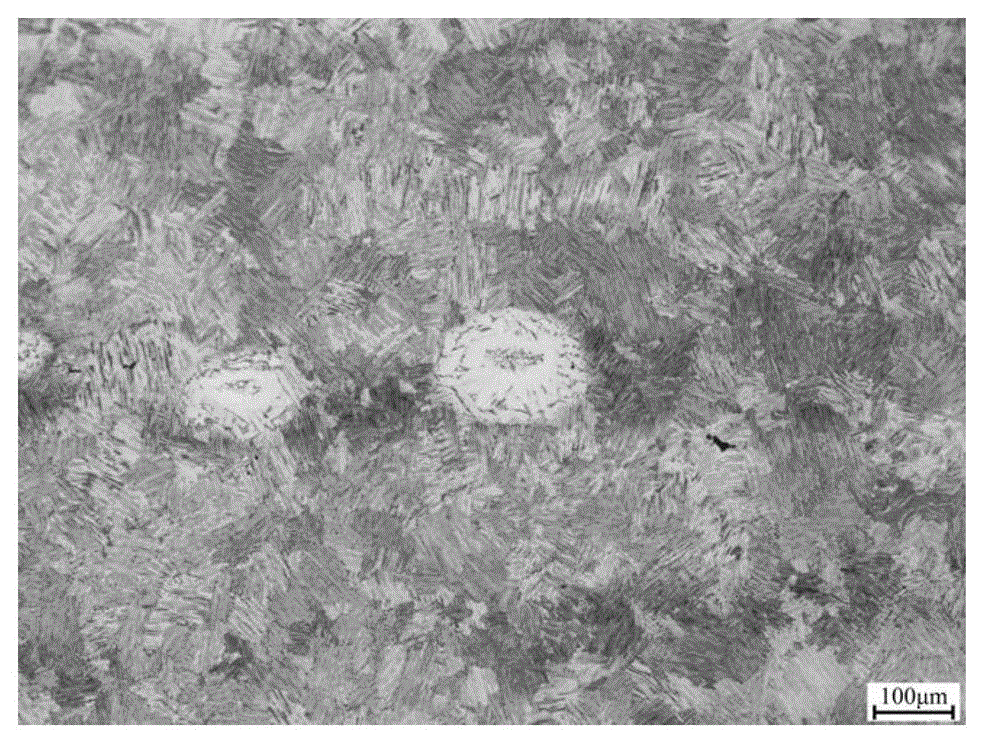
[0026] Step 2. Put the Ti-48Al-2Nb-2Cr alloy powder prepared by the -100 mesh rotating electrode method into the powder feeding box of the electron beam rapid prototyping machine imported into the STL format file in step 1. Lay it on the powder spreading table, input the scanning parameters, and vacuum the forming cavity to 5×10 -2 Pa began to scan and sinter layer by layer. After sintering, a Ti-48Al-2Nb-2Cr alloy blade with a fine full-lamellar structure with an average crystal group size of 50 μm was o...
Embodiment 2
[0029] Rapid fabrication of cube-shaped Ti-45Al-9Nb-0.3W alloy:
[0030] Step 1. Use CAD to establish a 3D solid model of a 40cm×40cm×40cm cube, and then use layering software to divide the 3D solid model into thin layers with a thickness of 0.05mm to obtain an STL format file, and then import the obtained STL format file into the electron beam In the rapid prototyping software of the rapid prototyping machine;
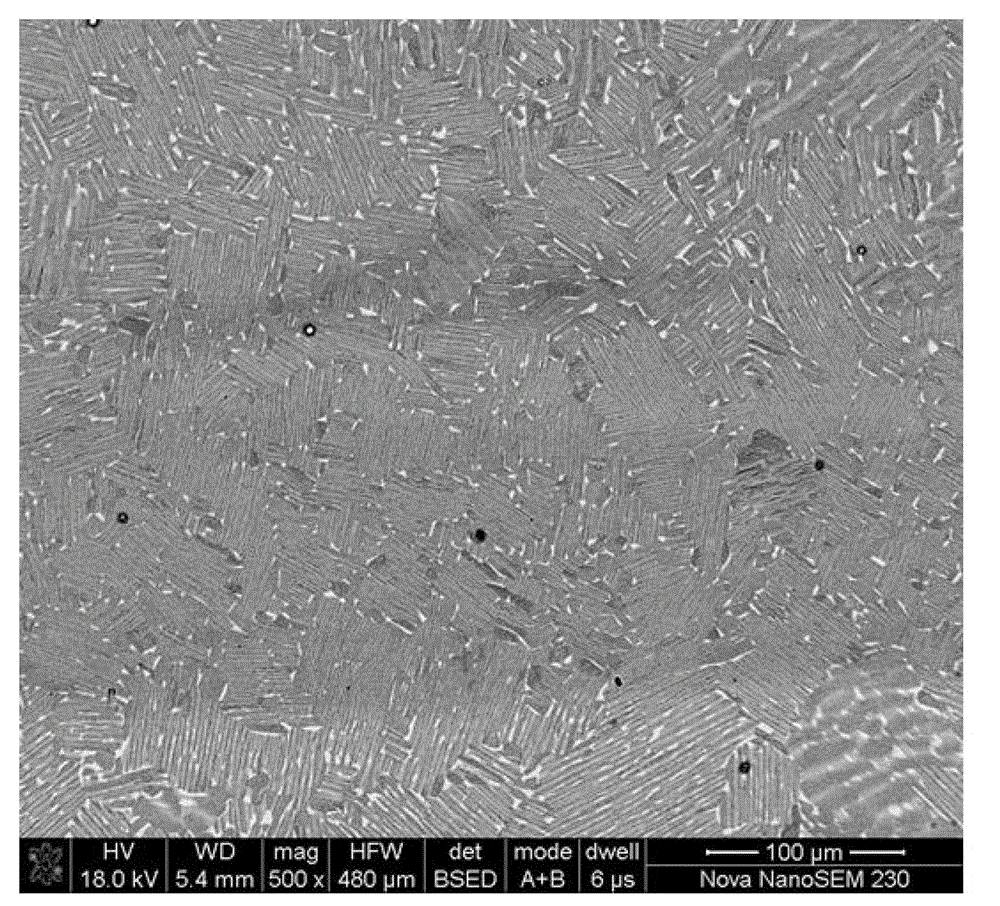
[0031] Step 2: Put the Ti-45Al-9Nb-0.3W alloy powder prepared by the -200 mesh gas atomization method into the powder feeding box of the electron beam rapid prototyping machine imported into the STL format file in step 1, and spread the powder with 0.05mm Spread the thickness on the powder spreading table, input the scanning parameters, and vacuum the forming cavity to 4×10 -2 Pa began to scan and sinter layer by layer. After sintering, a Ti-45Al-9Nb-0.3W alloy part with a fine full-lamellar structure with an average crystal group size of 30 μm was obtained. The sca...
Embodiment 3
[0034] Rapid fabrication of cube-shaped Ti-45Al-7Nb-0.3W alloy:
[0035] Step 1. Use CAD to establish a 3D solid model of a 40cm×40cm×40cm cube, and then use layering software to divide the 3D solid model into thin layers with a thickness of 0.3mm to obtain an STL format file, and then import the obtained STL format file into the electron beam In the rapid prototyping software of the rapid prototyping machine;
[0036] Step 2. Put the Ti-45Al-7Nb-0.3W alloy powder prepared by the -60 mesh gas atomization method into the powder feeding box of the electron beam rapid prototyping machine imported into the STL format file in step 1, and spread the powder with 0.3mm Spread the thickness on the powder spreading table, input the scanning parameters, and vacuum the forming cavity to 2×10 -2 Pa began to scan and sinter layer by layer. After sintering, a Ti-45Al-7Nb-0.3W alloy part with a fine full-lamellar structure with an average crystal group size of 40 μm was obtained. The scanning...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More