

Laser melting quenching process capable of greatly increasing RuT300 surface hardness
A laser fusion and surface hardness technology, applied in the field of metal surface modification, can solve the problems of inability to meet the high performance requirements of vermicular graphite cast iron parts, low surface hardness, short service life, etc., to facilitate process control and adjustment, workpiece deformation, etc. Small, the effect of improving the service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] (A) Take three RuT300 samples, 1-1, 1-2 and 1-3, and smooth the surface of the sample at the same time: the surface is machined, and the roughness Ra requires 3.2.
[0028] (B) Surface pretreatment: The surface of the RuT300 parts treated in (a) is first polished with sandpaper to remove surface rust, and then cleaned with acetone.
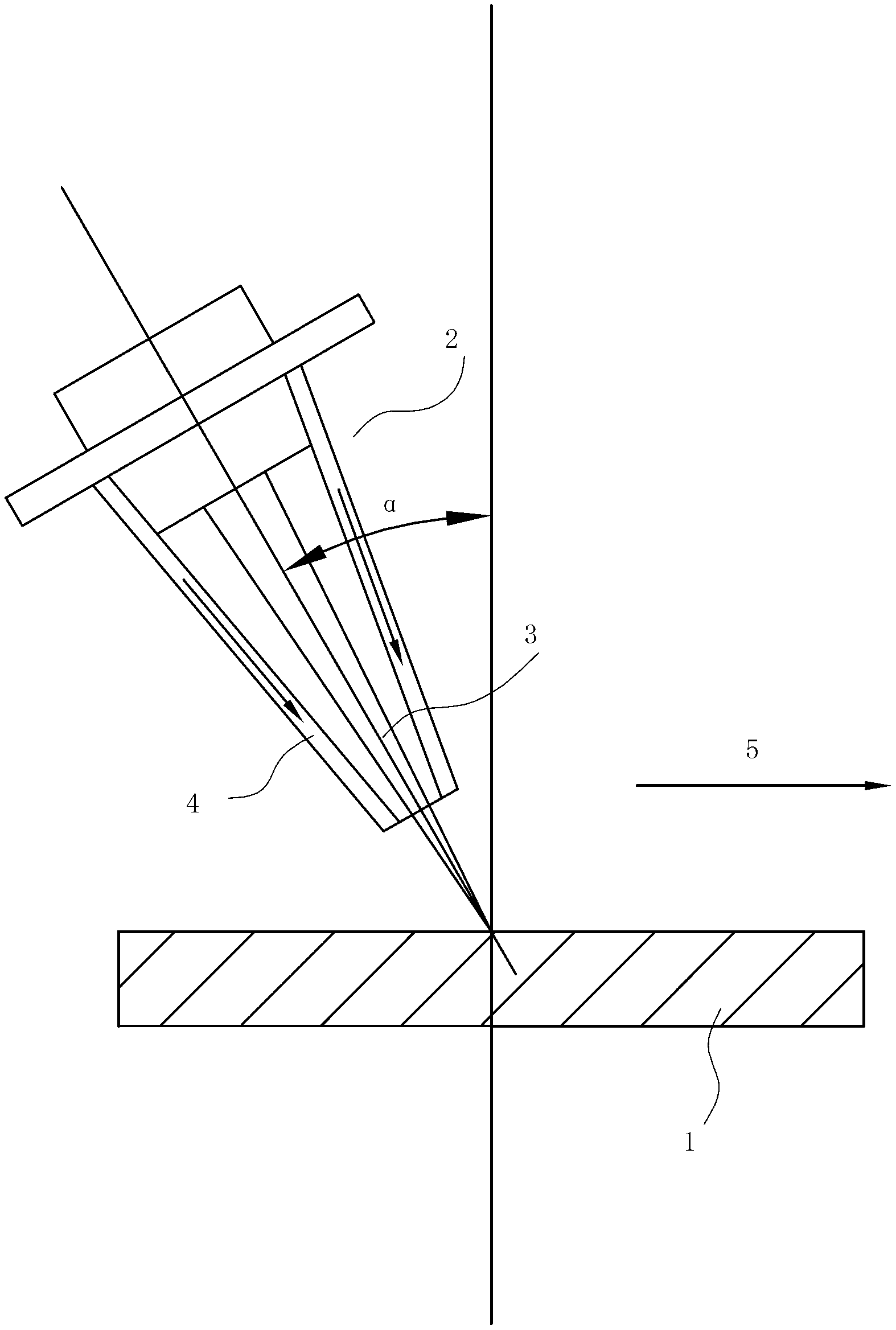
[0029] (C) Set the angle between the laser beam and the normal of the workpiece surface. The experimental material specification is: 30×80×10 (mm) plate, the workpiece is fixed, the machine tool is linearly scanned, and the normal angle is set to 0°.
[0030] (D) Set the quenching process parameters:
[0031] The laser power rise time is 0s, the laser power is 900W, and the decay time is 3s; the laser beam scanning speed is 150mm / min; the defocus is +15mm; the protective gas is Ar 2 , The air flow is: 5L / min.
[0032] (E), laser melting and quenching.
[0033] (F) After laser melting and quenching, the workpiece is cooled to room temperature and then ...
Embodiment 2
[0037] (A) Take the other three RuT300 samples 2-1, 2-2 and 2-3, and flatten the surface of the RuT300 sample: the surface is machined, and the roughness Ra requires 4.8.
[0038] (B) Surface pretreatment: first polish the surface of RuT300 parts treated with (a) with sandpaper to remove surface rust, and then wipe it with acetone.
[0039] (C) Set the angle between the laser beam and the normal of the workpiece surface. The experimental material specification is: Φ36 ring, the processing surface is 45° inclined plane, adjust the processing surface to be perpendicular to the beam, the beam does not move, and the workpiece rotates with the spindle at a constant speed. The normal angle is 15°.
[0040] (D) Set the quenching process parameters:
[0041] The laser power rise time is 3s, the laser power is 1300W, the decay time is 1s, and the overlap amount is 1.5s; the scanning speed of the laser beam is 300mm / min; the defocus is +35mm; the shielding gas is N 2 , The air flow is 10L / min. ...
Embodiment 3
[0047] (A) The surface of the three RuT300 parts with sample numbers 3-1, 3-2 and 3-3 is flattened: the surface is machined, and the roughness Ra requires 5.6.
[0048] (B) Surface pretreatment: first polish the surface of RuT300 parts treated with (a) with sandpaper to remove surface rust, and then wipe it with acetone.
[0049] (C) Set the angle between the laser beam and the normal of the surface of the workpiece according to the surface form of the part to be processed. After the workpiece is clamped, the surface to be processed cannot be adjusted to the position perpendicular to the beam. During the experiment, the workpiece does not move and the machine tool moves. The angle between the straight line and the normal is set to 30°.
[0050] (D) Set the quenching process parameters as required:
[0051] The laser power rise time is 3s, the laser power is 2200W, and the decay time is 4s; the scanning speed of the laser beam is 480mm / min; the defocusing amount is: +75mm; the shieldin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More