High performance hot work die steel for large section die casting and its preparation process
A technology for hot work die steel and preparation process, applied in the field of alloy steel, can solve the problems of reducing product yield and manufacturing capacity, low high temperature strength, low impact toughness of materials, etc., so as to improve high temperature service performance and improve thermal stability. the effect of increasing the carbon content
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0055] In this example, the components and mass percentages of the high-performance hot-work die steel for large-section die-casting are as follows:
[0056] C0.65%, Si1.00%, Mn1.00%, Cr5.50%,
[0057] Mo3.00%, V0.80%, P0.015%, S0.007%,
[0058] Ni2.00%, Nb0.20%, Fe balance.
[0059] The technical process and steps of producing hot work die steel with the material in this embodiment are as follows:
[0060] A electric furnace smelting: melting in an electric arc furnace according to the ratio of alloying elements in the above-mentioned embodiments, the melting temperature is higher than 1500°C, casting into φ400mm~φ450mm electrode rods and cooling in air.
[0061] B Electroslag remelting: Place the poured steel ingot as a consumable electrode in the electroslag remelting device for electroslag remelting. The slag melting voltage is 56-62V, the current is 3000-5000A, and the voltage of the electricity system is 57 ~59V, current 11000~12000A, capping voltage 57~59V, current t...
Embodiment 2
[0085] In this example, the components and mass percentages of the high-performance hot-work die steel for large-section die-casting are as follows:
[0086] C0.47%, Si0.30%, Mn0.40%, Cr4.80%,
[0087] Mo2.40%, V0.50%, P0.007%, S0.003%,
[0088] Ni1.50%, Nb0.18%, Fe balance.
[0089] The process and steps of producing hot work die steel using the materials in this embodiment are the same as in Embodiment 1, and will not be repeated here.
[0090] After the above-mentioned smelting, thermal processing and heat treatment of the hot work die steel in this embodiment, the final product specification is 500mm*800mm*4000mm module, and the performance test is carried out by sampling, and the analysis results are as follows:
[0091] A phase transition point:
[0092] Ac1, Ac3, and Ms point test results were 831°C, 957°C, and 307°C, respectively.
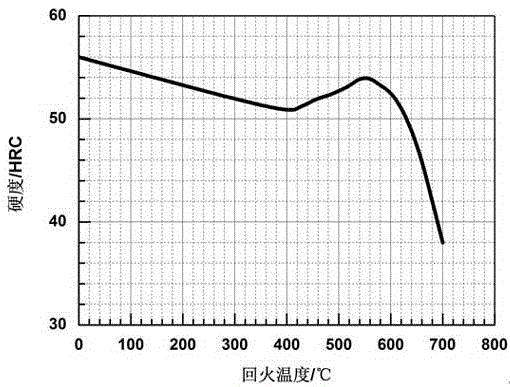
[0093] B tempering characteristics:
[0094] The characteristic curve of tempering hardness changing with tempering temperature after...
Embodiment 3
[0107] In this example, the components and mass percentages of the high-performance hot-work die steel for large-section die-casting are as follows:
[0108] C0.45%, Si0.50%, Mn0.70%, Cr3.50%,
[0109] Mo2.00%, V0.60%, P0.001%, S0.005%,
[0110] Ni1.00%, Nb0.17%, Fe balance.
[0111] The process and steps of using the materials in this embodiment to produce hot work die steel are the same as those in Embodiment 1, and will not be repeated here.
[0112] After the hot work die steel of the present invention is through the above-mentioned smelting, thermal processing and heat treatment, the final finished product specification is 500mm*800mm*4000mm module, sampling is carried out performance test, and analysis result is:
[0113] A phase transition point:
[0114] Ac1, Ac3, and Ms point test results were 831°C, 962°C, and 306°C, respectively.
[0115] B tempering characteristics:
[0116] The characteristic curve of tempering hardness changing with tempering temperature aft...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com