

Manufacturing method and temperature control system of perforated plug of seamless steel pipe
A technology of perforated plugs and manufacturing methods, applied in coating, metal material coating process, solid-state diffusion coating, etc., can solve the problems of excessive alcohol, increased cost, waste of resources, etc., and achieve less consumption of nitrogen and alcohol, good Forgeable performance, the effect of short processing time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] The present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
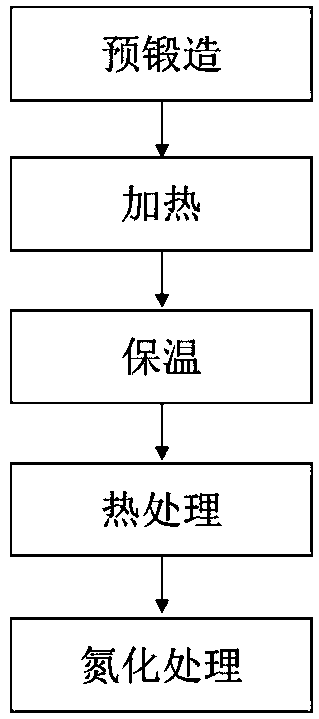
[0014] In the first embodiment of the present invention, a method for manufacturing a seamless steel pipe perforated plug is provided, see the attached figure 1 , including the following steps:
[0015] Step 1, pre-forging, heating the steel ingot to 150-200°C, and forging it for 5 minutes.
[0016] The steel ingot is made of improved 20CrNi4 material. The chemical composition of the original 20CRNI4 is (by weight): carbon C: 0.10-0.17, silicon Si: 0.17-0.37, manganese Mn: 0.30-0.60, sulfur S: allowable residual content ≤ 0.035, phosphorus P: allowable residual content ≤ 0.03, chromium Cr: 0.60~0.90, nickel Ni: 2.75~3.15, copper Cu: the allowable residual content is ≤0.030. A small amount ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More