

Preparation method of solid cored welding wire for molten-salt corrosion resistance nickel-base superalloy welding
A technology of nickel-based superalloy and solid welding wire, applied in welding equipment, welding medium, metal processing equipment, etc., can solve problems such as unusable, reduce loss, reduce high temperature oxidation and forging/rolling cracks, restore welding wire plastic effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0042]Aiming at the problem that the existing nickel-based alloy solid welding wire preparation process is difficult to produce solid welding wire for molten salt corrosion-resistant nickel-based superalloy welding, the present invention proposes a practical method for molten salt corrosion-resistant nickel-based superalloy welding. The preparation method of the cored wire can mass-produce high-quality, various-diameter solid-cored wires for welding nickel-based superalloys resistant to molten salt corrosion with a very high yield. The method includes the following steps:
[0043] 1) Vacuum smelting: configure solder, and vacuum induction smelting, casting into electrode rods;
[0044] The solder can adopt existing or future formulations suitable for welding nickel-based superalloys resistant to molten salt corrosion. In order to improve the soldering quality, the present invention further proposes a preferred solder formula, the components of which are calculated by weight p...
Embodiment 1
[0062] The composition (mass percentage) of the solder in this embodiment is: C: 0.06%, Mn: 0.65%, Fe: 4.06%, Si: 0.44%, P: 0.0028%, S: 0.002%, Cu: 0.002%, Co : 0.14%, Cr: 6.89%, Mo: 17.2%, Re (rare earth element): 0.05%, Al: 0.03%, Ti: 0.01%, Nb: 1.5, and the rest is Ni.
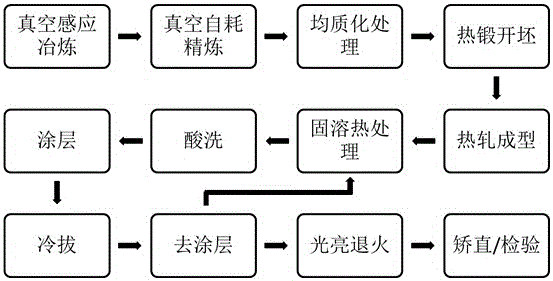
[0063] The preparation process of solid welding wire in the present embodiment is as follows: figure 1 As shown, the specific steps are as follows:
[0064] 1) Vacuum smelting: ingredients are prepared according to the solder components, all of which are pure metals, and Fe, Ni, Cr, Mo are directly placed in the crucible; while other active and volatile elements such as Mn, Si, C, Re are placed in the crucible. In the feeder, after the charging is completed, vacuuming is started, and when the vacuum degree reaches below 10 to 2 torr, electricity is started to heat the charge. Due to the skin effect of the induced current, the charge is melted layer by layer, which is very conducive to degassing and degassi...
Embodiment 2
[0077] The composition (mass percentage) of the solder in this embodiment is: C: 0.053%, Mn: 0.69%, Fe: 4.25%, Si: 0.35%, P: 0.002%, S: 0.003%, Cu: 0.0022%, Co : 0.12%, Cr: 6.50%, Mo: 16.7%, Re: 0.045%, Al: 0.003%, Ti: 0.02%, Nb: 1.5, and the rest is Ni.
[0078] The preparation method of the solid welding wire in this embodiment is the same as that in Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More