

Aluminum alloy for preparing air cylinder piston for ship and preparation method thereof
A technology of cylinder piston and aluminum alloy, applied in the field of aluminum alloy, can solve the problems of short service life of marine cylinder piston and decline in creep resistance, and achieve the reduction of grain size, improvement of casting fluidity, and improvement of hardness and friction resistance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0029] A method for preparing an aluminum alloy for a marine cylinder piston, comprising:
[0030] Weigh the raw materials in proportion, melt the raw materials in the container, pass the inert gas preheated for 2-3 minutes into the melt from the bottom of the container and let it stand for 30-40 minutes to make the scum fully float on the surface, remove the scum and keep it warm Stand still for 10-20 minutes, and cast to obtain an aluminum alloy ingot.
[0031] The aluminum alloy ingot is subjected to hot extrusion treatment, quenching treatment and aging treatment in sequence; the temperature of hot extrusion treatment is 400-420°C, and the speed is 0.2-0.5m / min; the temperature of quenching treatment is 530-540°C; The temperature of the treatment is 180-200°C.
[0032] More preferably, when feeding raw materials, first add pure aluminum ingots to the smelting furnace, raise the temperature to about 600°C, and then gradually raise the temperature to about 700°C at a heatin...
Embodiment 1
[0041] A method for preparing aluminum alloys for marine cylinder pistons, comprising:
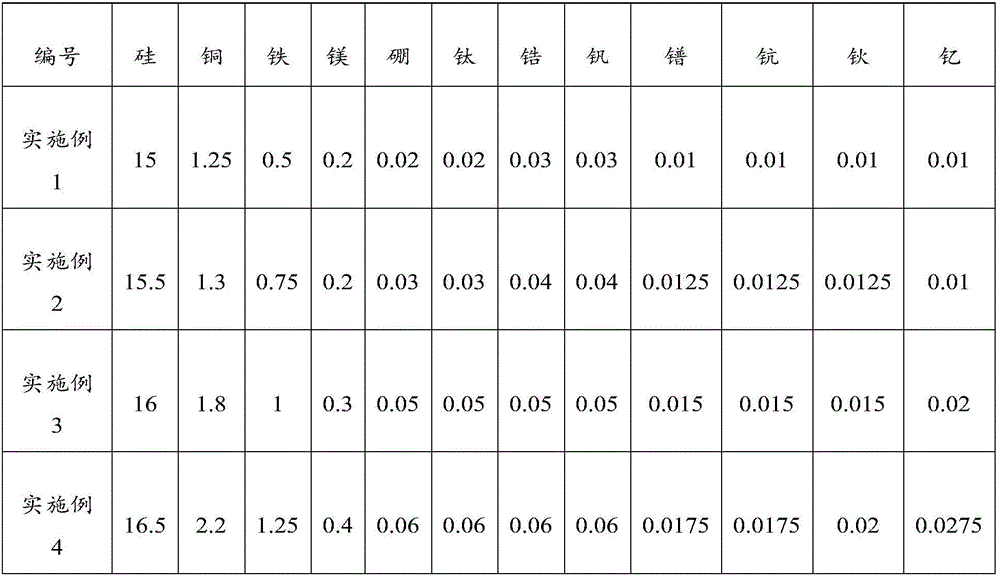
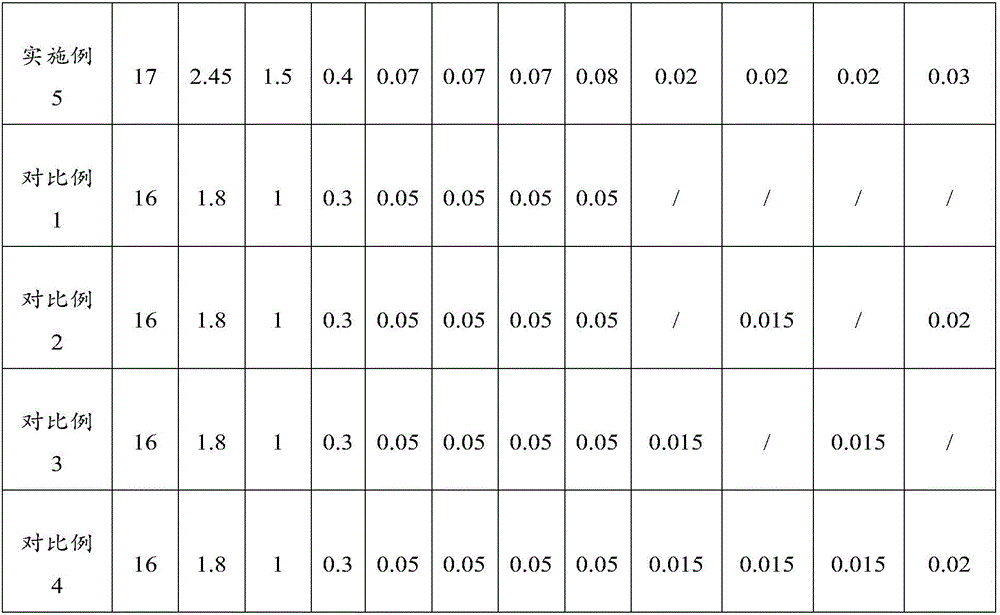
[0042] Aluminum alloy raw materials were prepared according to the composition in Table 1, and the raw materials were melted in a container to obtain a melt. Inject the inert gas preheated for 2 minutes from the bottom of the container into the melt and let it stand for 30 minutes to make the scum fully float on the surface of the aluminum alloy liquid, remove the scum and let it stand for 10 minutes, then cast the formed aluminum alloy ingot. The aluminum alloy ingot was hot extruded at a temperature of 400° C. at an extrusion speed of 0.2 m / min. Heat the aluminum alloy ingot after hot extrusion treatment to 530°C and keep it warm for 10 minutes; cool the heat-preserved aluminum alloy ingot to 300°C within 5 minutes, and then cool it down to room temperature at a cooling rate of 10°C / min to complete quenching deal with. The quenched aluminum alloy ingot was heated to 180° C. and kept fo...
Embodiment 2
[0044] A method for preparing aluminum alloys for marine cylinder pistons, comprising:
[0045] Aluminum alloy raw materials were prepared according to the composition in Table 1, and the raw materials were melted in a container to obtain a melt. Inject the inert gas preheated for 2 minutes from the bottom of the container into the melt and let it stand for 30 minutes to make the scum fully float on the surface of the aluminum alloy liquid, remove the scum and let it stand for 10 minutes, then cast the formed aluminum alloy ingot. The aluminum alloy ingot was hot extruded at a temperature of 400° C. at an extrusion speed of 0.3 m / min. Heat the aluminum alloy ingot after hot extrusion treatment to 530°C and keep it warm for 10 minutes; cool the heat-preserved aluminum alloy ingot to 315°C within 4 minutes, and then cool it down to room temperature at a cooling rate of 10°C / min to complete quenching deal with. The quenched aluminum alloy ingot was heated to 180° C. and kept fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More