Ceramic tube inner surface polishing device and method
A technology for inner surface polishing and ceramic tubes, which is applied in the direction of surface polishing machine tools, grinding/polishing equipment, grinding machines, etc. It can solve the problems of easy deep scratches on the surface, difficult control of surface quality, and unsatisfactory processing effects. Achieve the effects of reducing uneven grinding, increasing flexibility, and promoting tumbling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The specific embodiment of the present invention will be further described below in conjunction with accompanying drawing:
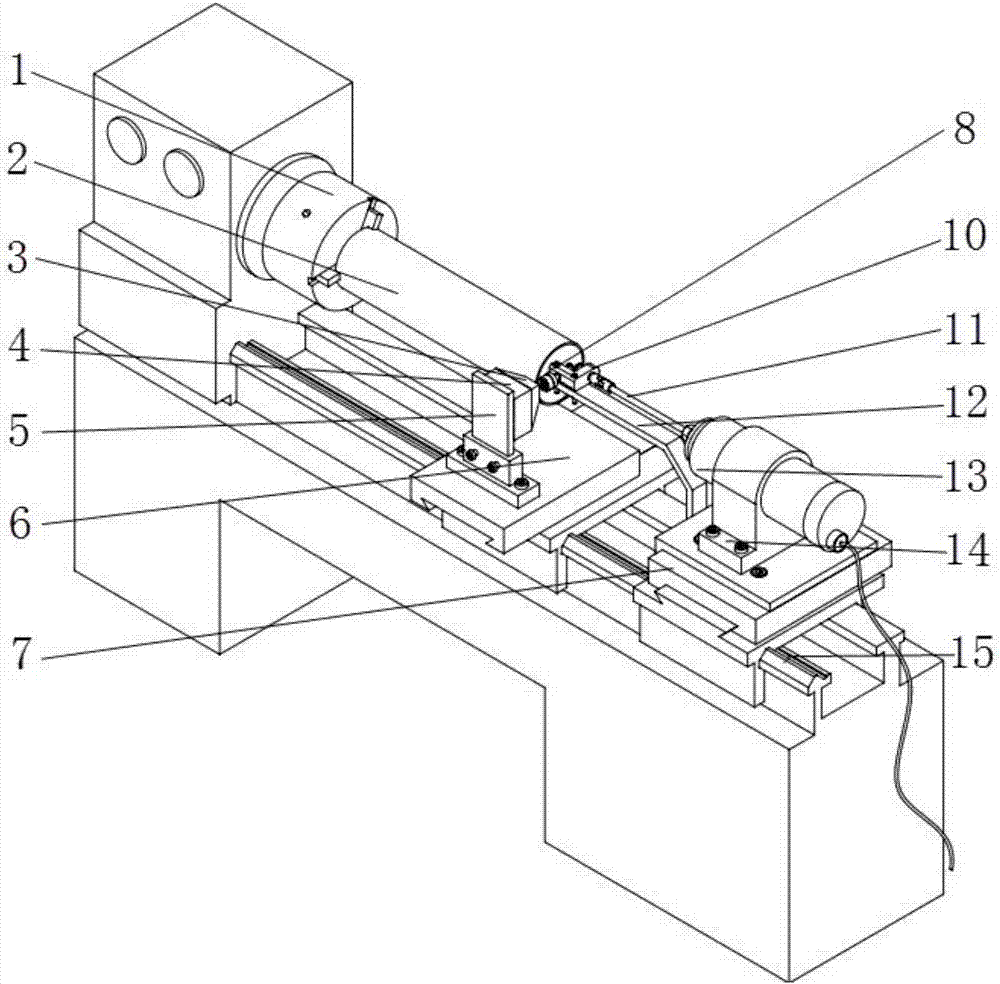
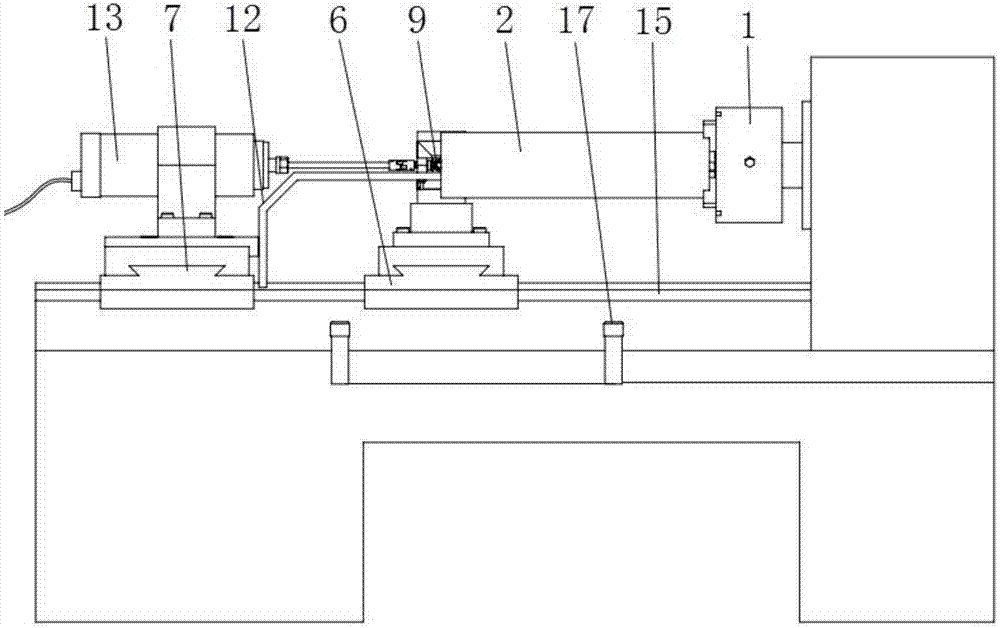
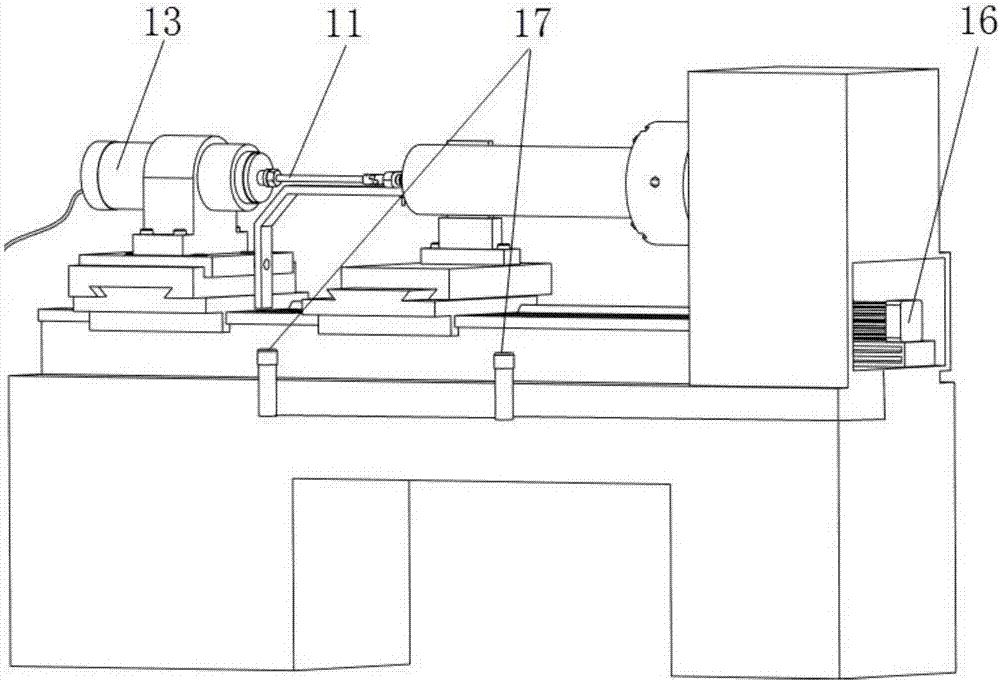
[0028] Such as Figure 1-3 As shown, a ceramic tube inner surface polishing device includes a lathe 1, a magnetic gathering device 3, a peripheral magnetic pole 4, a peripheral magnetic pole support 5, an auxiliary magnetic pole 8, an L-shaped bevel gear angler 10, a transmission shaft 11, an auxiliary magnetic pole support 12, High-speed motor 13, high-speed motor support 14, photoelectric limit switch 17.
[0029] The magnetic gathering device 3 and the peripheral magnetic pole 4 are fixed on the peripheral magnetic pole support 5 , and the peripheral magnetic pole support 5 is fixed on the slide box a6 of the lathe 1 . High-speed motor 13, transmission shaft 11, L-shaped bevel gear angler 10, and auxiliary magnetic pole 8 are connected in sequence, and high-speed motor 13 drives auxiliary magnetic pole 8 to rotate, and the transmission ratio i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More