A silicon nitride ceramic heat dissipation fin copper clad plate and its preparation method
A technology of silicon nitride ceramics and cooling fins, which is applied in circuits, electrical solid devices, semiconductor devices, etc., can solve the problems of poor thermal shock resistance and limited high-reliability applications, so as to increase the heat dissipation area and improve heat dissipation efficiency effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0021] In another aspect, the present invention provides a method for preparing a silicon nitride ceramic copper-clad laminate, comprising the following steps:
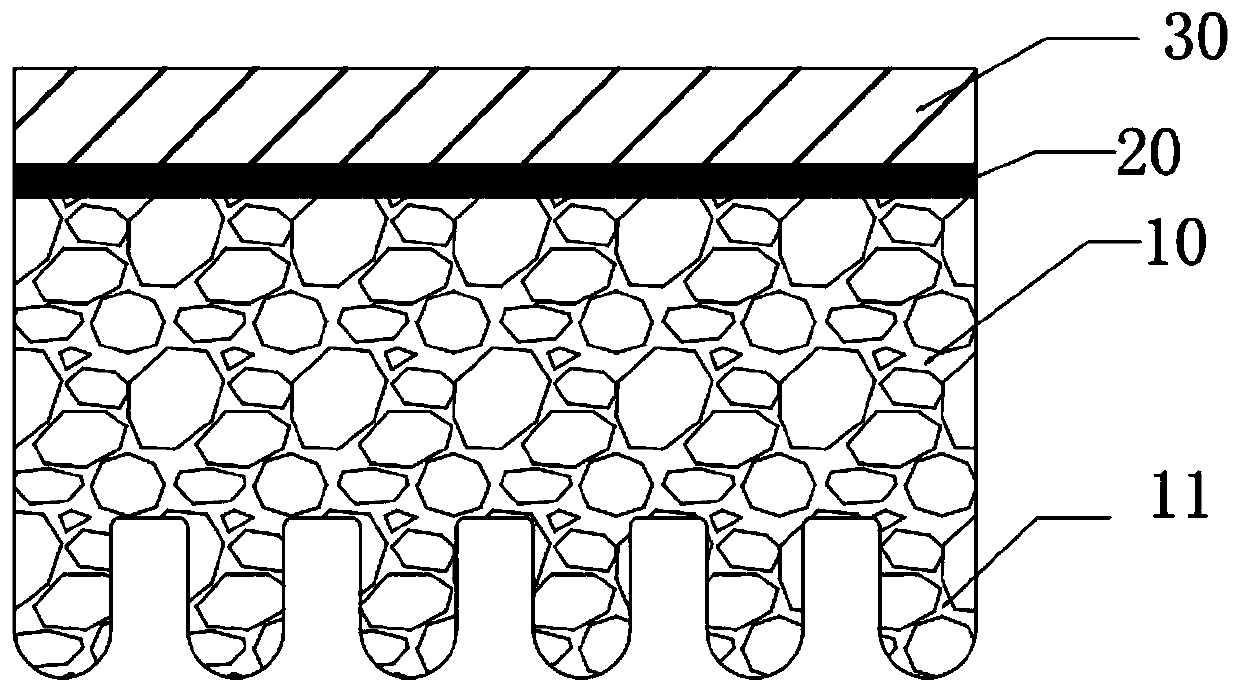
[0022] a) Prepare a silicon nitride ceramic plate with cooling fins; the method for preparing a silicon nitride ceramic plate is a method such as dry pressing, casting, injection molding, etc. commonly used in the field of ceramic preparation technology, and there is no special limitation. In this embodiment, the preferred method is to Silicon nitride ceramics and organic binders are kneaded into feed materials, and then injection molded and then degreased and sintered to obtain the silicon nitride ceramic plate with heat dissipation fins. The thickness of the silicon nitride ceramic layer is preferably designed by the mold to be 0.5mm to 2mm , the heat dissipation fins are 0.5mm to 5mm, and the heat dissipation fins are corrugated heat dissipation fins or cylindrical heat dissipation fins.
[0023] b) the sintered si...
Embodiment 1
[0027] Weigh 10g of stearic acid, 1.85kg of silicon nitride ceramic powder with a D50 of 1um, 210g (4%) of No. 58 paraffin wax and 280g of polypropylene, add the weighed organic matter into a 3L internal mixer and heat up to 120°C Make it melt, and then add the ceramic powder into the banbury in 3 times. After the addition of the ceramic powder is completed, banbury at 150°C for 3 hours to obtain the feed. Put the feed into the hopper of the injection molding machine, set the temperature of the barrel of the injection molding machine to 155°C, the injection pressure to 150MPa for injection molding, and the mold temperature to 120°C, inject the molten feed into the cavity at high speed and keep the pressure for 1 second, and then inject The clamping force of the mold was increased to 200MPa and the pressure was maintained for 1min to obtain a silicon nitride ceramic blank with corrugated cooling fins. Place the injection molded part in a degreasing furnace in an air atmosphere ...
Embodiment 2
[0030] Weigh 10g of stearic acid, 1.85kg of silicon nitride ceramic powder with a D50 of 1um, 250g (4%) of No. 58 paraffin and 250g of polypropylene, add the weighed organic matter into a 3L internal mixer and heat up to 120°C Make it melt, and then add the ceramic powder into the banbury in 3 times. After the addition of the ceramic powder is completed, banbury at 145°C for 3 hours to obtain the feed. Put the feed into the hopper of the injection molding machine, set the temperature of the barrel of the injection molding machine at 150°C, the injection pressure at 150MPa for injection molding, and the mold temperature at 120°C, inject the molten feed into the cavity at high speed and keep the pressure for 1 second, and then inject the The clamping force of the mold was increased to 200MPa and the pressure was maintained for 1min to obtain a silicon nitride ceramic blank with cylindrical cooling fins. Place the injection molded part in a degreasing furnace in an air atmosphere...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More