

Special-shaped hole machining method and special-shaped hole
A processing method and special-shaped hole technology, applied in metal processing equipment, manufacturing tools, welding equipment, etc., can solve the problems of thermal influence, low efficiency of complete electric discharge machining, hole making, etc., and achieve the effect of improving shape and dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] A special-shaped hole processing method:
[0047] The scanning galvanometer is a two-dimensional scanning galvanometer or a three-dimensional scanning galvanometer that can achieve dynamic focusing. The laser light source is selected from one of femtosecond, picosecond and nanosecond pulse lasers. axis parallel.
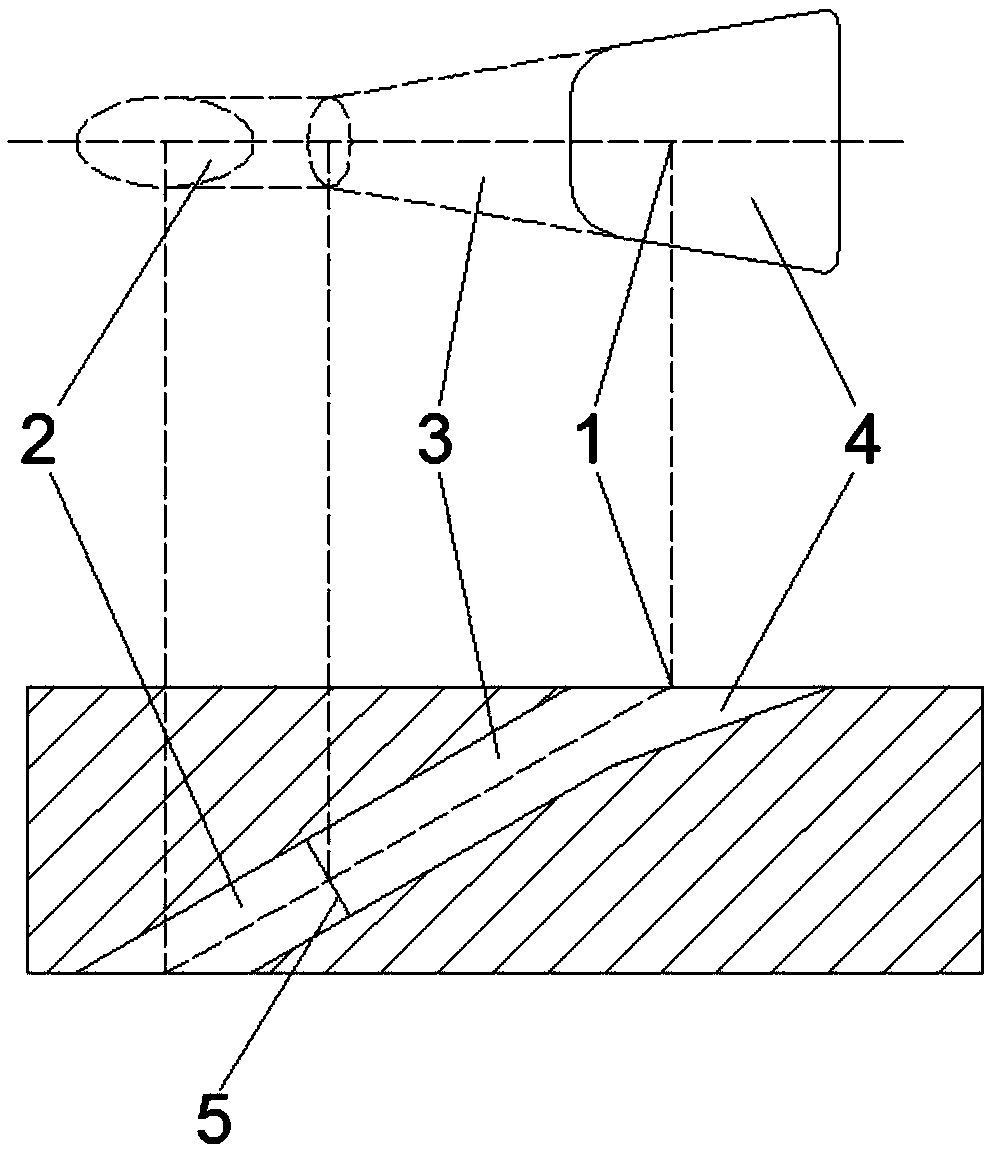
[0048] First process the initial through hole: eg figure 1As shown, the laser is focused on the center of the hole on the surface of the workpiece 1, and the galvanometer scanning filling method is used to process the initial through hole whose exit diameter is smaller than the required aperture.
[0049] Then process the peripheral area 4 of the diffusion section 3: that is, only the area that does not overlap with the circular hole of the diffusion section is processed, and the processing path adopts the three-dimensional digital analog slicing method to generate a filling processing path, and the processing sequence is from the inside to the outside, that ...
Embodiment 2
[0057] A special-shaped hole processing method:
[0058] The special-shaped hole is processed on the workpiece with thermal barrier coating on the surface.
[0059] Other steps are the same as in Embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More