

A kind of preparation method of silicide coating on the surface of tzm alloy sheet
A silicide and sheet technology, which is applied in the field of preparation of silicide coatings on the surface of TZM alloy sheets, can solve the problems of weak coating adhesion, large coating brittleness, and coating peeling, so as to improve mechanical properties and avoid a large number of The effect of dissolving and improving bond strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] Example 1: First, the surface of a TZM alloy sheet with a thickness of 4 mm is polished, cleaned with alcohol and dried, and then a pure Al element layer with a thickness of 15 μm is sputtered on the molybdenum alloy by magnetron sputtering. The mass percentage of the alloy powder composed of Mo 52%, Nb 11%, Al 4.5%, and the balance of Si was ball-milled, the ball-milling time was 22h, and the speed was 250r / min; using CO 2 Laser, the alloy powder is clad on the TZM alloy sheet sputtered with pure Al element layer by the synchronous powder feeding method, the powder feeding speed is 6g / min, the argon flow rate is 7L / min, the laser power is 1.2kW, and the scanning speed is 10mm / s.
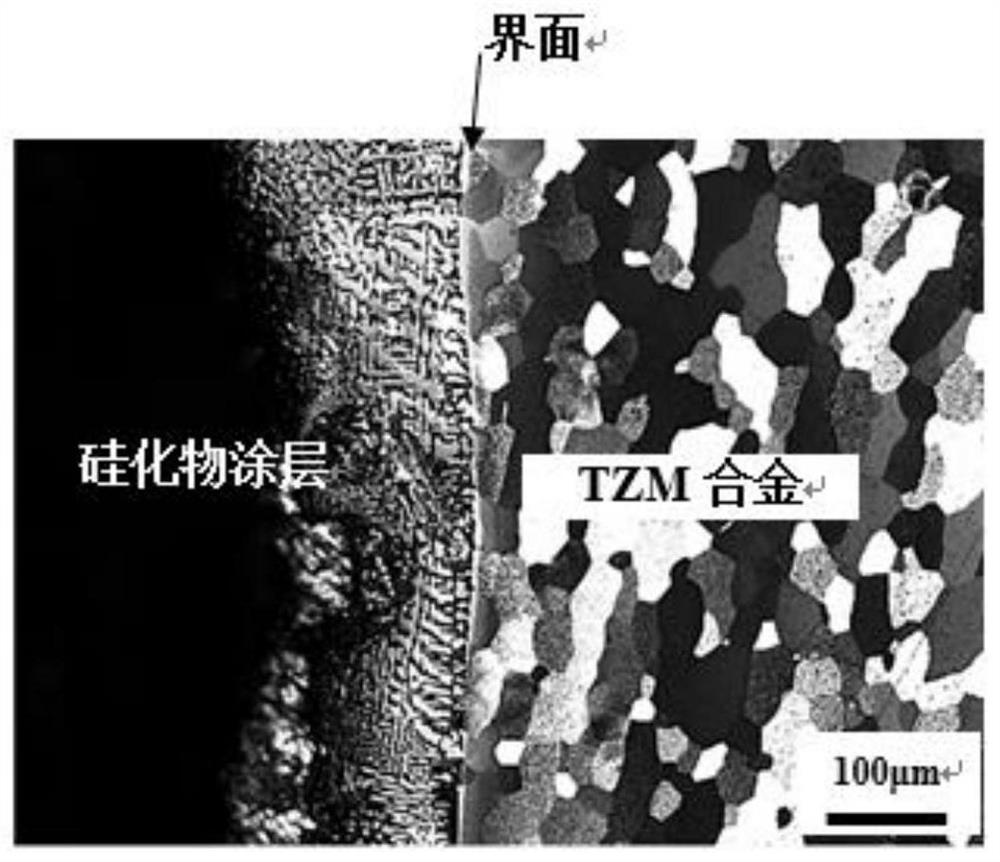
[0028] The bonding strength between the substrate and the coating was measured by experiments to be 7.8MPa. Compared with Comparative Example 1, the bonding strength between the substrate and the coating was significantly improved under the same laser process parameters. figure 1 This is the ...
Embodiment 2
[0029] Example 2: First, the surface of a TZM alloy sheet with a thickness of 3 mm is polished, and then a pure Al element layer with a thickness of 10 μm is sputtered on the TZM alloy by magnetron sputtering. The alloy powder with the mass percentage composition of Mo 58%, Nb 8.0%, Al 5.5%, and the balance Si is ball-milled, the ball-milling time is 20h, and the rotation speed is 300r / min; using CO 2 Laser, the alloy powder is clad on the TZM alloy sheet sputtered with pure Al element layer by the synchronous powder feeding method, the powder feeding speed is 6g / min, the argon gas flow rate is 7L / min, the laser power is 1.0kW, and the scanning speed is 6mm / s. The bonding strength between the substrate and the coating was measured to be 8.1 MPa through experiments.
Embodiment 3
[0030] Example 3: First, the surface of a TZM alloy sheet with a thickness of 3 mm is polished, and then a pure Al element layer with a thickness of 10 μm is sputtered on the TZM alloy by magnetron sputtering. The mass percentage of alloy powder composed of Mo 63%, Nb 6.5%, Al 3.5%, and the balance of Si was ball-milled for a long time, the ball-milling time was 20h, and the speed was 300r / min; CO 2 Laser, the alloy powder is clad on the TZM alloy sheet sputtered with pure Al element layer by the synchronous powder feeding method, the powder feeding speed is 6g / min, the argon flow rate is 7L / min, the laser power is 1.2kW, and the scanning speed is 10mm / s. The bond strength between the substrate and the coating was measured to be 7.7MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More