Process and system for producing high-strength homogenized tobacco material in extruding and composite-forming modes
A composite molding and extrusion technology, which is applied in the fields of tobacco, tobacco preparation, and tobacco treatment, can solve the problems of difficult homogenized tobacco web processing, unqualified casting leaves, waste of tobacco raw materials, etc., and achieves a simple structure Reliable, good sensory effect, sufficient smoke generator effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
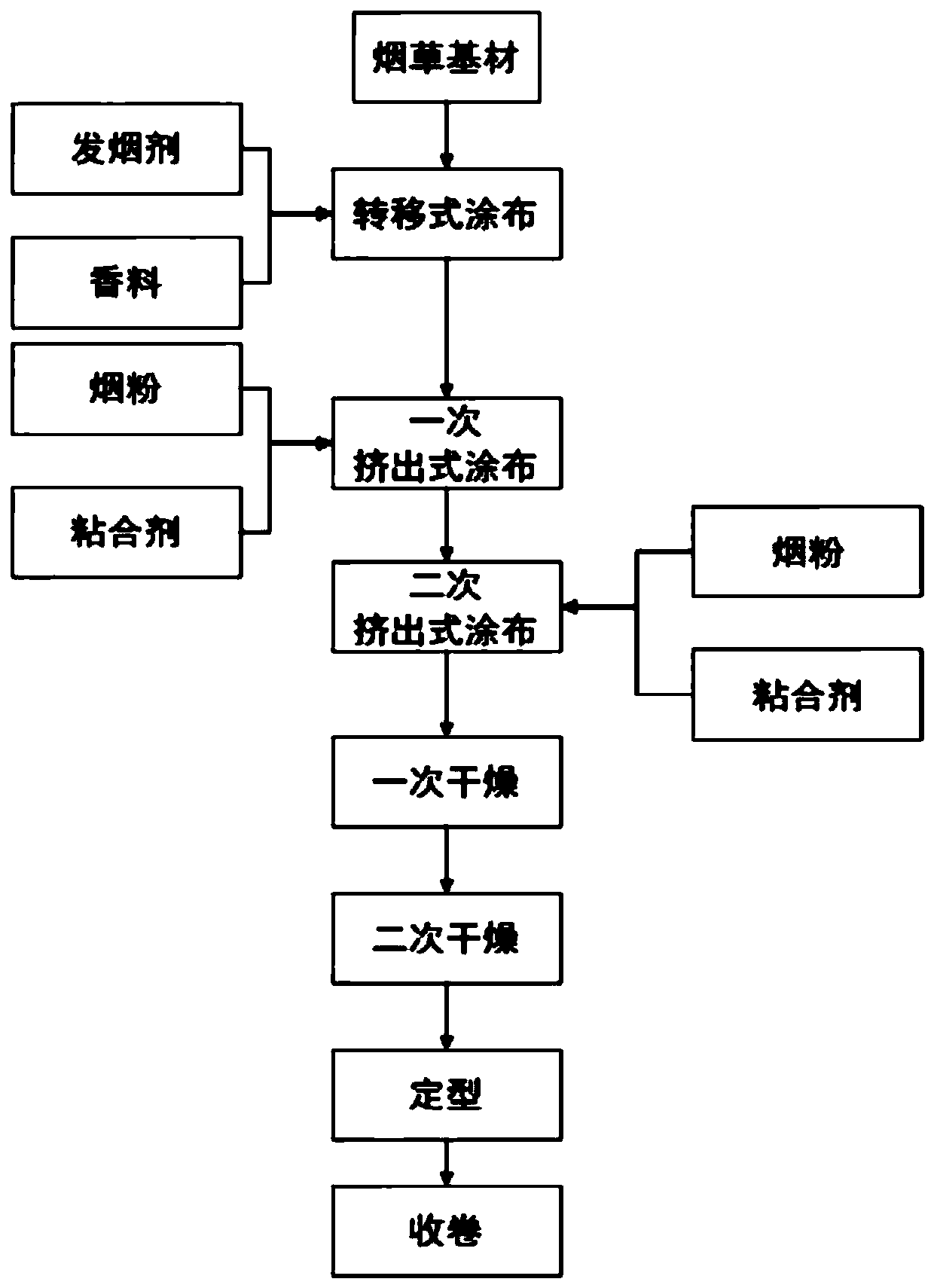
[0030] The process of producing high-strength homogenized tobacco material by extrusion composite molding, the process steps are as follows:
[0031] (1) Get the rolled tobacco base material for subsequent use, and the tobacco base material is the forming paper of 10000CU of quantitative 25g / ㎡, can be directly purchased in the market, and can also be made by existing technologies;
[0032] (2) Propylene glycol of 15% of tobacco substrate quality and spices of 8% of tobacco substrate quality are mixed in proportion to form 1# mixed slurry, and 1# mixed slurry is coated on tobacco substrate by transfer coating method superior. The spices are extracts of one or more of peppermint, tangerine peel, blueberry, olive, orange peel, black plum, kudzu root, and loquat. In this example, 5% olive extract and 3% tangerine peel extract . The function of the spice is to round and soften the smoke and supplement the fragrance of the smoke. The transfer coating method is a roll coating meth...
Embodiment 2
[0039] The process of producing high-strength homogenized tobacco material by extrusion composite molding, the process steps are as follows:
[0040] (1) Get rolled tobacco base material for subsequent use, described tobacco base material is the tobacco flake of quantitative 35g / ㎡, can directly buy in the market, also can adopt existing technology to make;
[0041] (2) 10% glycerol, 10% sorbitol and tobacco base quality 2% peppermint extract and 8% blueberry extract are mixed in proportion to form 1# mixed slurry, The 1# mixed slurry is coated on the tobacco substrate by the transfer coating method;
[0042] (3) Mix 250-350 mesh smoke powder and binder to form 2# mixed slurry, and use 10.0-15.0g / m on one side of 2# mixed slurry 2 The amount of coating is coated on both sides of the tobacco base material respectively by extrusion coating method; the 2# mixed slurry is mixed and stirred by 1 part by mass of smoke powder with a binder with a mass ratio of 8%. The tobacco powder...
Embodiment 3
[0047] The process of producing high-strength homogenized tobacco material by extrusion composite molding, the process steps are as follows:
[0048] (1) Get the rolled tobacco base material for subsequent use, and the tobacco base material is the forming paper of quantitative 30g / ㎡;
[0049] (2) form 1# mixed slurry after the sorbitol of tobacco base quality 10% and the loquat extract of tobacco base quality 0.5% are mixed in proportion, adopt transfer coating method that 1# mixed slurry is coated on tobacco on the substrate;
[0050] (3) Mix 250-350 mesh smoke powder and binder to form 2# mixed slurry, and use 75.0-80.0g / m on one side of 2# mixed slurry 2 The coating amount is coated on both sides of the tobacco base material respectively by extrusion coating method; the 2# mixed slurry is mixed and stirred by 1 part by mass of tobacco powder with a binder with a mass ratio of 20%. The tobacco powder is prepared by drying, removing impurities, crushing and sieving the natu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap