

A propylene gas catalytic deoxygenation reaction device and safety control method
A technology of gas catalysis and safety control, applied in chemical instruments and methods, separation methods, gas treatment, etc., can solve the problems of high deoxidation temperature of activated carbon, high energy consumption, and no catalytic deoxidation technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
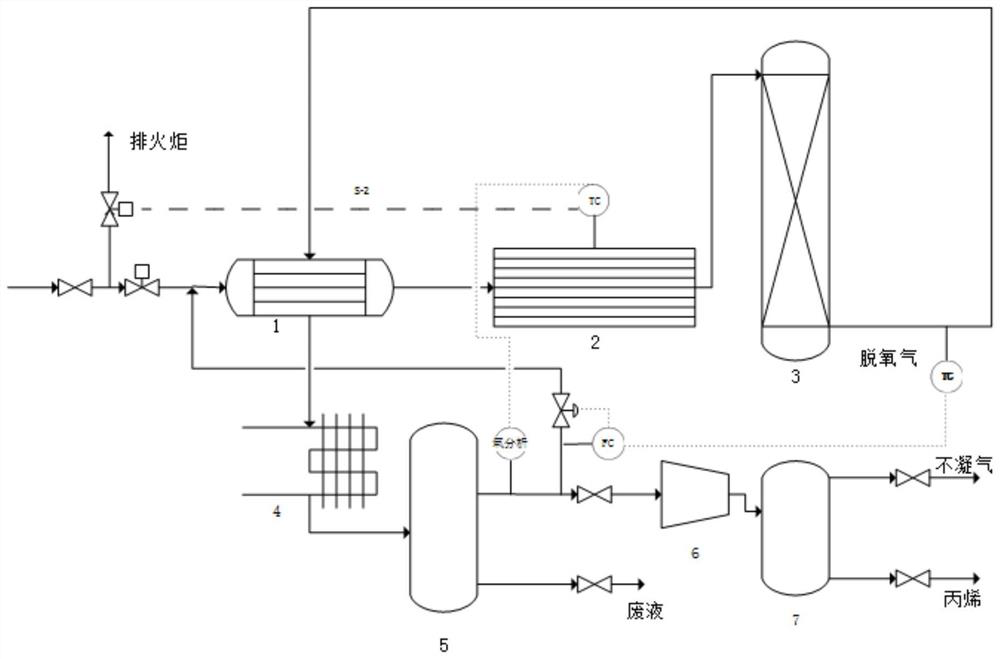
[0050] Composition of propylene tail gas: the concentration of oxygen by volume is 5%, the concentration of propylene by volume is 90%, and the concentration of nitrogen is 5%. Reaction pressure 1MPa, reaction space velocity 10000hr -1 . The propylene tail gas is at 40°C. After the heat is exchanged to 100°C by the heat exchanger, it enters the deoxygenation reactor, and the outlet temperature of the reaction bed is 280°C. The gas after the deoxygenation reaction exchanges heat with the raw material gas to 80°C, and after being cooled to 20°C by the air condenser, it enters the gas-liquid separation tank to separate the liquid phase generated during the reaction. The oxygen content in the gas phase is 0.26%, and the high oxygen concentration alarm at the outlet is activated. After the electric heater is manually adjusted to make the inlet temperature reach 130°C, the oxygen content in the gas phase drops to 0.11%, and the operation is maintained under this operating condition...
Embodiment 2
[0052] Composition of propylene tail gas: the concentration of oxygen by volume is 3.5%, the concentration of propylene by volume is 90%, and the concentration of nitrogen is 6.5%. Reaction pressure 3MPa, reaction space velocity 30000hr -1 . The propylene tail gas is at 40°C, and after the heat is exchanged to 380°C by the heat exchanger, it enters the deoxygenation reactor, and the outlet temperature of the reaction bed is 535°C. The gas after the deoxygenation reaction exchanges heat with the raw material gas to 120°C, and after being cooled to 20°C by the air 4 condenser, it enters the gas-liquid separation tank to separate the liquid phase generated during the reaction. The gas phase oxygen content is 0.18%, the reaction inlet temperature is increased to 390°C, the reaction bed outlet temperature is raised to 545°C, and the gas phase oxygen content is reduced to 0.16%; the reaction inlet temperature is further increased to 400°C, due to the fluctuation of the oxygen conte...
Embodiment 3
[0054] Composition of propylene tail gas: oxygen volume percentage concentration is 4.6%, propylene volume percentage concentration is 90%, nitrogen gas 5.4%. Reaction pressure 3MPa, reaction space velocity 30000hr -1 . The propylene tail gas is at 40°C, and after the heat is exchanged to 110°C by the heat exchanger, it enters the deoxygenation reactor, and the outlet temperature of the reaction bed is 320°C. The gas after the deoxidation reaction exchanges heat with the raw material gas to 130°C, and after being cooled to 20°C by the air condenser, it enters the gas-liquid separation tank to separate the liquid phase generated during the reaction. The oxygen content of the gas phase is 0.15%. Under this operating condition Keep running. With the operation of the device, the inlet reaction temperature drops to 94°C, the low temperature alarm starts, and the power of the electric heater is manually increased; the temperature continues to drop, as low as 78°C, the low temperat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More