

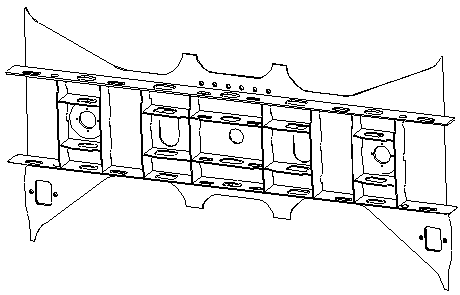
Welding method of railway passenger vehicle weather-proof steel sleeper beam complex cross structure
A welding method and technology for rail passenger cars, which are applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as flaw detection and repair time affecting process progress, restricting production progress, and lack of fusion at intersections, increasing the first pass rate. , good fusion effect, joint quality assurance effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
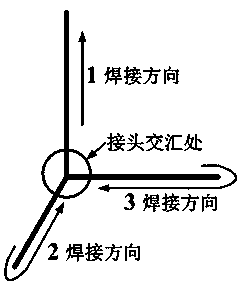
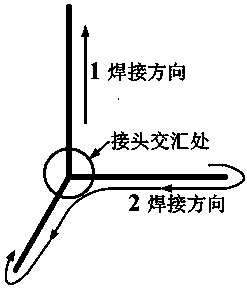
[0030] This embodiment is welded seam welding of the intersection structure, and the specific implementation steps are as follows:
[0031] Step 1: Before welding, use a grinding wheel to grind the 6.0mm thick Q355GNHD workpiece surface to be welded to 20mm until the metallic luster is exposed, and fix the processed specimen to be welded on the welding tooling platform. Set welding process parameters, including current 190~220A, welding voltage 22~24V, gas 80%Ar+20%CO 2 , Gas flow rate 16~20L / min, root gap 0mm.
[0032] Step 2: Perform tack welding first, and the tack welds are respectively located in the centers of the three welds such as Figure 4 , the length is 24mm. After the tack welding is completed, according to the welding sequence shown in the figure, weld seam 1 first, and the distance from the arc start point to the end is controlled at about 20mm to facilitate the arc connection of weld seam 2 while avoiding the joint at the apex, and then weld seam 2, which is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More