

Turbine blade air film hole precision forming method
A turbine blade and precision forming technology, applied in chemical instruments and methods, self-solidification method, casting mold composition, etc., can solve the problems of uncontrollable machining dimensional accuracy, inability to process special-shaped holes and multi-angle inclined holes, and low machining efficiency. , to reduce the recast layer and micro-cracks, speed up the rapid research and development, and eliminate the positioning error.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] For the precision forming method of the air film hole of the turbine blade, the steps are as follows:
[0030] 1) Manufacture of turbine blade resin mold
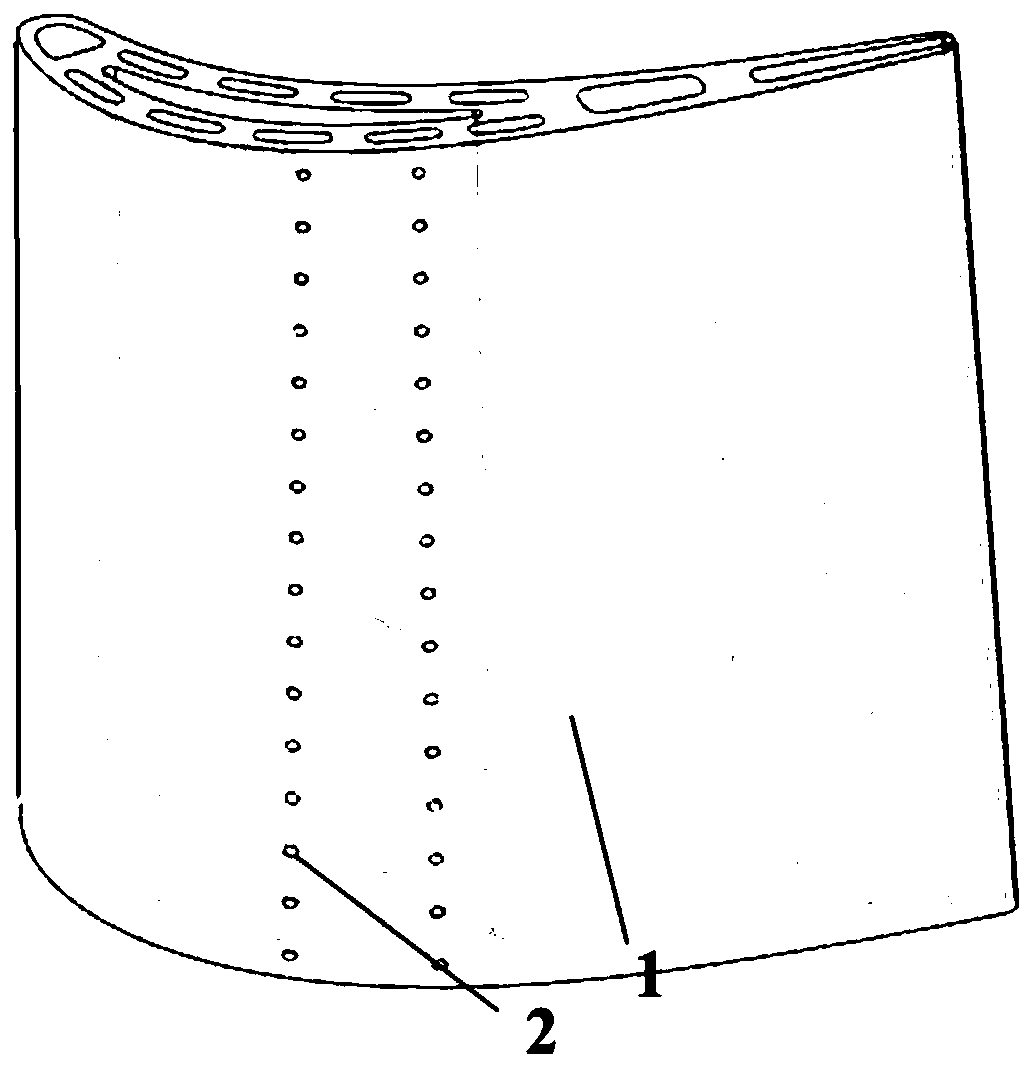
[0031] The present invention utilizes light-curing rapid prototyping technology to manufacture resin molds. First, a resin mold CAD model is designed using commercial three-dimensional software, and a two-dimensional slice file with a layered thickness of 0.07mm is generated, and the resin mold is quickly and automatically manufactured under the control of the slice file. For stereolithography prototypes, see figure 1 , where 1 is the blade body, and 2 is the air film hole structure. The manufactured turbine blade resin mold has high precision, high rigidity, and good surface quality, and can be used as a molding mold for ceramic ligands.
[0032] 2) Prepare ceramic slurry
[0033] First, dissolve the organic matter in deionized water, add dispersant, uniformly mixed alumina ceramic powder and mineralizer powder i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More