

A kind of brazing method of tungsten-copper alloy and chromium-zirconium-copper alloy
A technology of tungsten copper alloy and brazing method, applied in welding equipment, welding equipment, metal processing equipment and other directions, can solve the problems of complex sintering process of tungsten copper alloy, high welding cost, high sintering temperature, avoid serious oxidation, The effect of low cost and low soldering temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
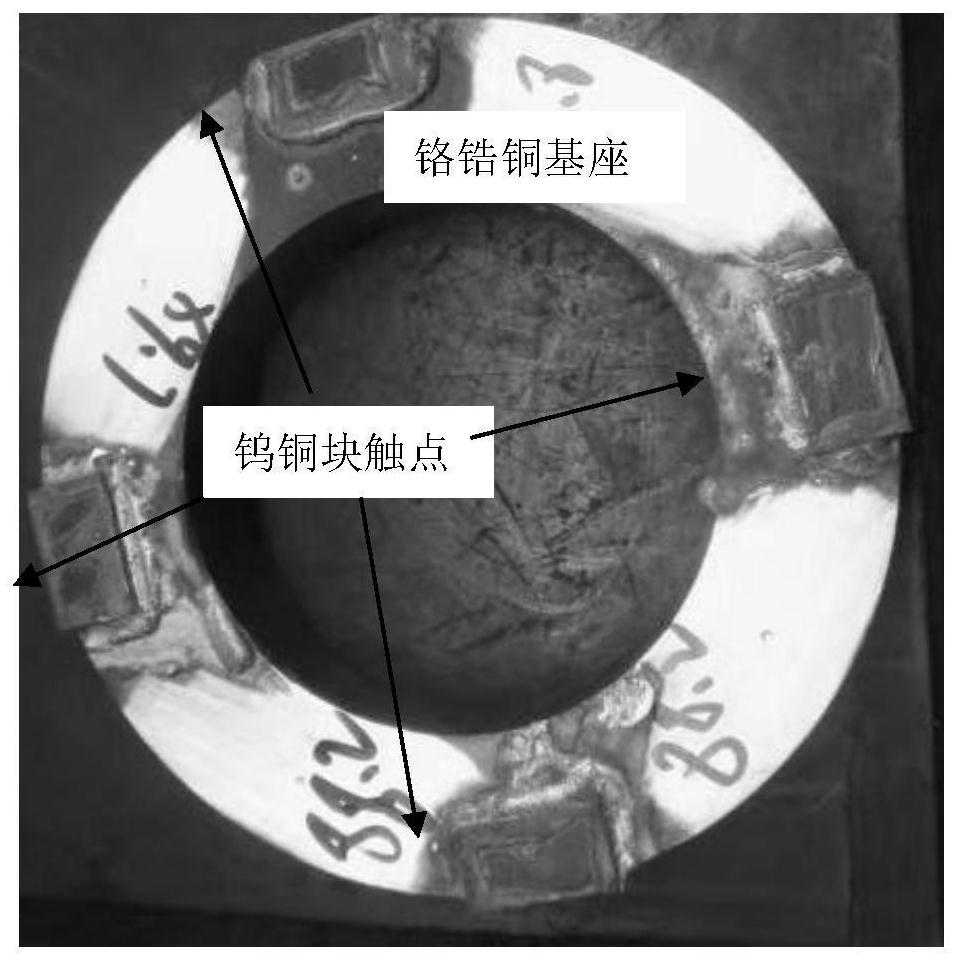
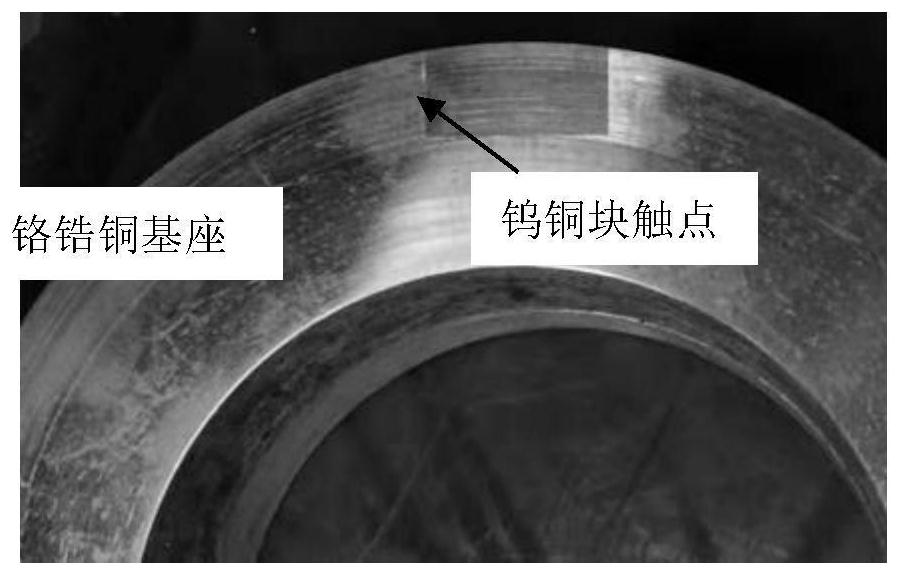
[0026] Specific embodiment one: a kind of brazing method of tungsten-copper alloy and chromium-zirconium-copper alloy of the present embodiment is carried out according to the following steps:
[0027] 1. Before welding, polish the surface of the tungsten-copper block and the chrome-zirconium-copper base to be welded brightly, and use acetone as a cleaning agent to ultrasonically clean the two base materials to remove surface impurities;
[0028] 2. Fix the tungsten-copper block and chrome-zirconium-copper base cleaned in the previous step on the preheating table with clamps. The preheating temperature is 500-600°C, and the preheating time is 5-30 minutes;
[0029] 3. After preheating, use a flame spray gun to locally heat the surface to be welded of tungsten copper and chromium zirconium copper, and the flame will completely surround the part to be welded. When the temperature reaches the melting point of the flux, spread flux on the surface to be welded , and spread the flux...
specific Embodiment approach 2
[0040] Specific Embodiment 2: This embodiment is different from Specific Embodiment 1 in that: the thickness of the brazing filler metal layer reserved on the surface to be welded in Step 5 is 0.1-0.6 mm. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0041] Embodiment 3: Embodiment 1 of this embodiment is different in that: the tungsten-copper alloy is WCu20, and the chromium-zirconium-copper alloy is CuCr1Zr. Others are the same as in the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More