

Aluminum alloy powder for laser coaxial powder feeding additive manufacturing and application of aluminum alloy powder in repairing 5-series aluminum alloy
A technology of coaxial powder feeding and additive manufacturing, which is applied in the direction of additive processing, metal material coating technology, coating, etc., and can solve problems such as low fatigue resistance, easy cracking, and cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
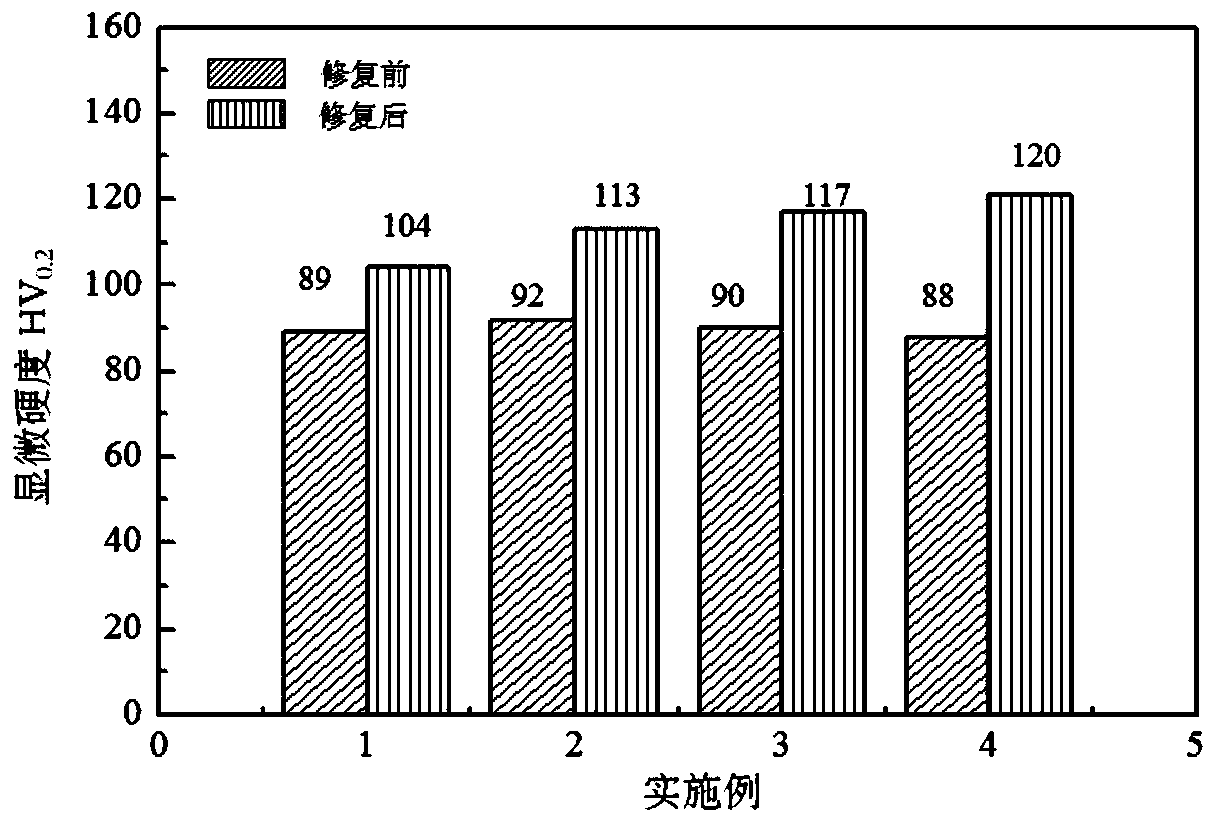
[0031] Using coaxial powder feeding laser cladding to repair the surface cracks of 5xxx aluminum alloy parts with a surface hardness of 89HV 0.2 , The damaged repair area is 60mm×50mm.
[0032] Step1: Preparation of aluminum alloy powder for repair, its composition calculated by mass percentage is Si: 1.0wt%, Mg: 3.4wt%, Cu: 0.4wt%, Mn: 0.3wt%, Zn: 0.35wt%, Cr: 0.5wt% %, Ti: 0.7wt%, Fe: 1.1wt%, Zr: 0.7wt%, Sc: 1.4wt%, Ni: 0.25wt%, TiB 2 : 1.6wt%, Ce: 0.45wt%, the balance being Al.
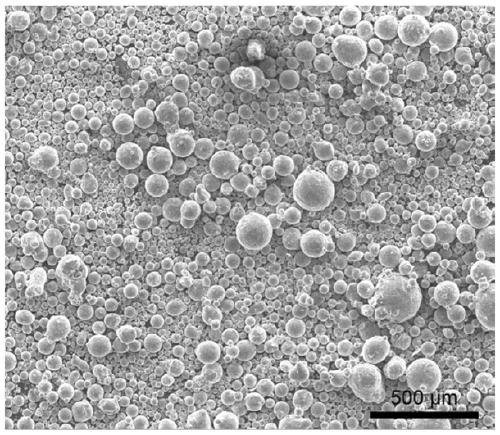
[0033] Step2: Primary alloy powder preparation: remove TiB from the components 2 The other metals are added to the vacuum melting furnace according to the proportion of Step1, and the melting temperature is 600°C, and the furnace pressure is 0.6MPa. After the melting is completed, it is carried out in an argon atmosphere and a gas pressure of 5MPa. Atomization, to obtain the primary alloy powder, SEM characterization of the primary alloy powder, the results are as follows figure 1 shown, from ...
Embodiment 2
[0039] Using coaxial powder feeding laser cladding to repair the surface cracks of 5xxx aluminum alloy parts with a surface hardness of 92HV 0.2 , The damaged repair area is 70mm×40mm.
[0040] Step1: Prepare the aluminum alloy powder for repair, its composition is calculated by mass percentage as Si: 1.0wt%, Mg: 4.0wt%, Cu: 0.5wt%, Mn: 0.4wt%, Zn: 0.45wt%, Cr: 0.6wt% %, Ti: 0.8wt%, Fe: 1.2wt%, Zr: 0.8wt%, Sc: 1.6wt%, Ni: 0.35wt%, TiB 2 : 1.8wt%, Ce: 0.55wt%, the balance being Al.
[0041] Step2: Primary alloy powder preparation: remove TiB from the components 2 The other metals are added to the vacuum melting furnace according to the proportion of Step1, and the melting temperature is 600°C, and the furnace pressure is 0.6MPa. After the melting is completed, it is carried out in an argon atmosphere and a gas pressure of 5MPa. Atomization to obtain primary alloy powder, the average particle size of primary alloy powder is 120μm
[0042] Step3: Combine the primary alloy pow...
Embodiment 3
[0047] Using coaxial powder feeding laser cladding to repair the surface cracks of 5xxx aluminum alloy parts with a surface hardness of 92HV 0.2 , The damaged repair area is 60mm×40mm.
[0048] Step1: Preparation of aluminum alloy powder for repair, its composition calculated by mass percentage is Si: 1.2wt%, Mg: 4.6wt%, Cu: 0.6wt%, Mn: 0.5wt%, Zn: 0.55wt%, Cr: 0.7wt% %, Ti: 0.9wt%, Fe: 1.4wt%, Zr: 0.9wt%, Sc: 1.8wt%, Ni: 0.45wt%, TiB2: 2.0wt%, Ce: 0.65wt%, and the balance is Al.
[0049] Step2: Primary alloy powder preparation: remove TiB from the components 2 The other metals are added to the vacuum melting furnace according to the proportion of Step1, and the melting temperature is 600°C, and the furnace pressure is 0.6MPa. After the melting is completed, it is carried out in an argon atmosphere and a gas pressure of 5MPa. atomization to obtain primary alloy powder, the average particle size of the primary alloy powder is 140 μm.
[0050] Step3: Combine the primary alloy...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More