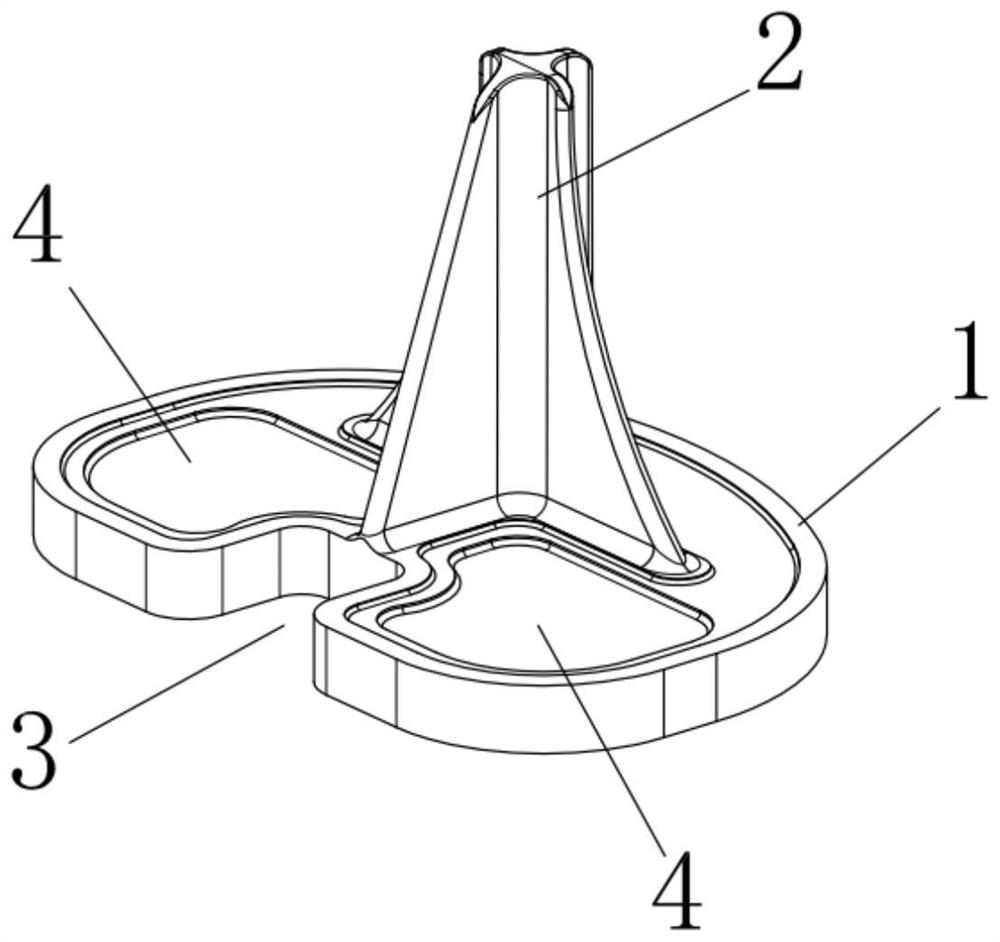
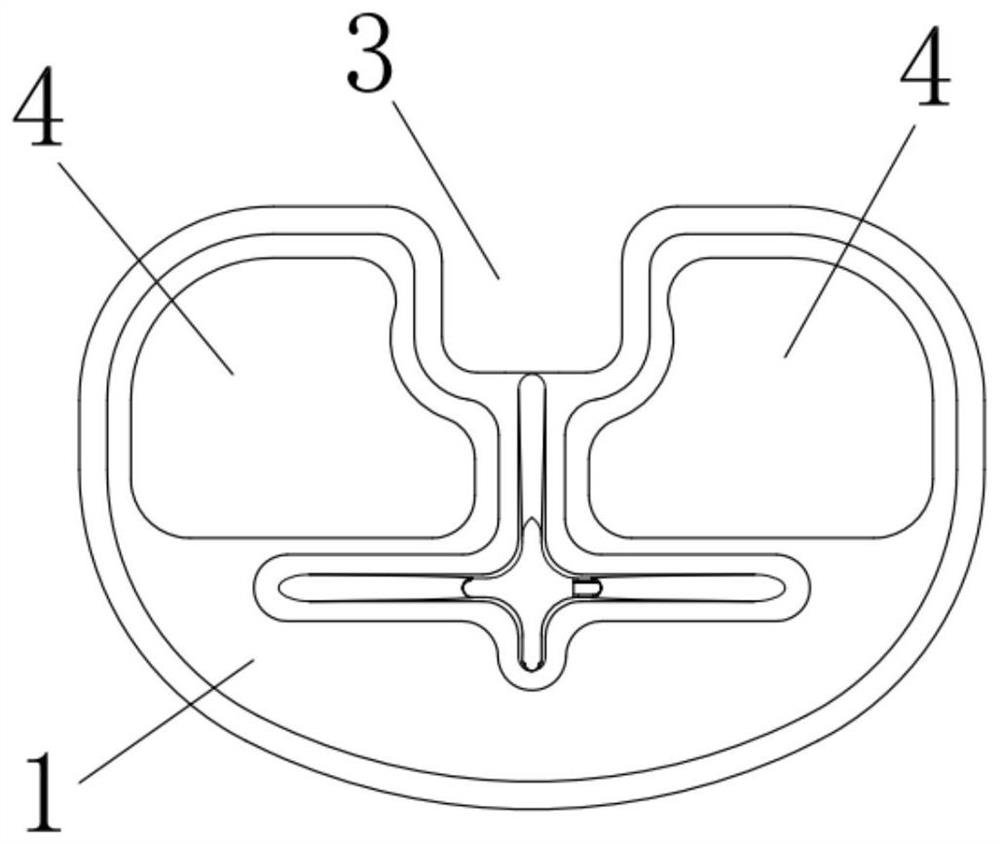
Forging method of TC4 cross-shaped special-shaped wing plate tibia support artificial joint implant
A technology of artificial joints and implants, which is applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problems of failing to produce qualified TC4 cross-shaped wing plate tibial brackets, and reduce the difficulty of machining and cost, improve mechanical properties, improve the effect of dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0059] A kind of forging method of TC4 cross profiled wing plate tibial support artificial joint implant, it comprises the following steps:
[0060] Step 1, blanking, select φ40mmTC4 bar stock, the length is 39.4mm, the lower end of the bar after blanking must ensure that there are no obvious saw marks or knife marks on the end face, and chamfer the lower end of the bar, and the bevel size is 2x45 °~3x45°mm;
[0061] Step 2. Surface treatment, surface treatment, remove cutting fluid, burrs, joint tool marks and so on on the surface of the bar through steel sand shot blasting and polishing;
[0062] Step 3, spraying, spraying an anti-oxidation coating on the surface of the bar, heating the bar at a temperature of 100°C for 60 minutes, taking out and directly spraying the glass protective lubricant for precision forging process, the thickness of the anti-oxidation coating is 0.04mm on one side;
[0063] Step 4. Extrusion. Put the bar in step 3 into an electric furnace and heat ...
Embodiment 2
[0074] A kind of forging method of TC4 cross profiled wing plate tibial support artificial joint implant, it comprises the following steps:
[0075] Step 1, blanking, select φ40mmTC4 bar stock, the length is 39.4mm, the lower end of the bar after blanking must ensure that there are no obvious saw marks or knife marks on the end face, and chamfer the lower end of the bar, and the bevel size is 2x45 °~3x45°mm;
[0076] Step 2. Surface treatment, surface treatment, remove cutting fluid, burrs, joint tool marks and so on on the surface of the bar through steel sand shot blasting and polishing;
[0077] Step 3, spraying, spraying an anti-oxidation coating on the surface of the bar, heating the bar at 100°C for 120 minutes, taking it out and directly spraying the glass protective lubricant for precision forging process, the thickness of the anti-oxidation coating is 0.06mm;
[0078] Step 4. Extrusion. Put the bar in step 3 into the electric furnace and heat it to 940°C. After holdi...
Embodiment 3
[0089] A kind of forging method of TC4 cross profiled wing plate tibial support artificial joint implant, it comprises the following steps:
[0090] Step 1, blanking, select φ40mmTC4 bar stock, the length is 39.4mm, the lower end of the bar after blanking must ensure that there are no obvious saw marks or knife marks on the end face, and chamfer the lower end of the bar, and the bevel size is 2x45 °~3x45°mm;
[0091] Step 2. Surface treatment, surface treatment, remove cutting fluid, burrs, joint tool marks and so on on the surface of the bar through steel sand shot blasting and polishing;
[0092] Step 3, spraying, spraying an anti-oxidation coating on the surface of the bar, heating the bar at a temperature of 100°C for 240 minutes, taking it out and directly spraying the glass protective lubricant for precision forging process, the thickness of the anti-oxidation coating is 0.08mm;
[0093] Step 4. Extrusion. Put the bar in step 3 into an electric furnace and heat it to 96...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com