Copper/high-carbon steel composite material as well as special V-shaped gas protection cover, laser-assisted preparation method and application thereof
A composite material, high carbon steel technology, applied in laser welding equipment, metal rolling, manufacturing tools, etc., can solve the problems that restrict the mass production and application of copper/high carbon steel composite strips, large rolling deformation, and large restrictions Mass production, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
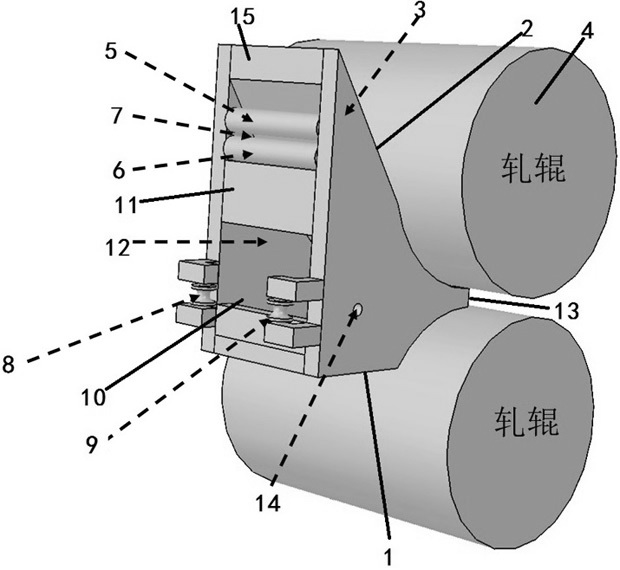
[0053] Such as figure 2 As shown, a special V-shaped gas shield for copper / high carbon steel composite materials, including a V-shaped shell 3 surrounded by a base plate 1, a cladding plate 2 and side plates;
[0054] The outer walls of the base plate 1 and the cladding plate 2 are provided with arc-shaped grooves adapted to the roll 4;
[0055] The upper limit roller 5 and the lower limit roller 6 are arranged on the inlet end 15 of the V-shaped shell 3 close to the cover plate 2, and the gap between the upper limit roller 5 and the lower limit roller 6 is the copper strip inlet 7 ;
[0056] The V-shaped housing 3 is provided with a left limit wheel 8 and a right limit wheel 9 on the inlet end 15 close to the base plate 1; between the left limit wheel 8 and the right limit wheel 9 is high carbon steel Take entrance 10;
[0057] The inlet end 5 is provided with a baffle 11 close to the lower limit roller 6;
[0058] Below the baffle 11 is a laser irradiation window 12;
...
Embodiment 2
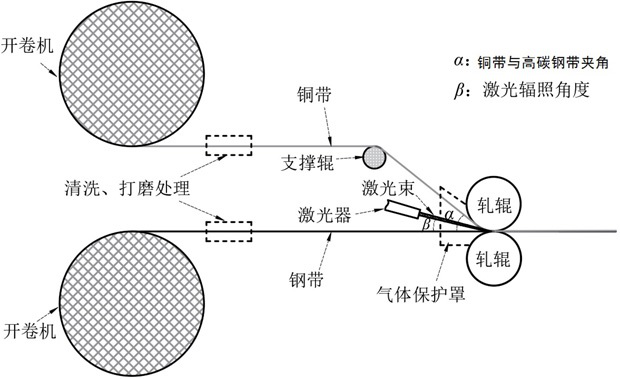
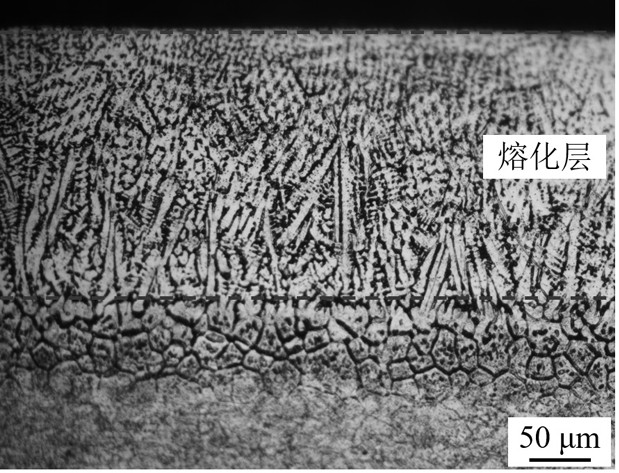
[0066] A laser-assisted preparation method of a copper / high carbon steel composite material, comprising the following steps: cleaning and polishing the surface to be bonded of a copper strip with a thickness of 0.3 mm and a high carbon steel strip with a thickness of 1.2 mm, and the laser energy density is 120 W / mm 2 , the laser irradiation angle is 15°, the angle between the copper strip and the high carbon steel strip is 45°, the laser spot size is width×length=3×10 mm, the rolling deformation is 2%, and the rolling speed is 25 mm / s, the nitrogen flow rate was 5 L / min. Rolling deformation forms an eddy current zone at the interface of the molten layer, and then produces a copper-steel transition layer at a local location, and finally obtains a copper / high-carbon steel composite strip with a well-bonded interface. The microstructure of the bonding interface after rolling is as follows: Figure 6 As shown, there is a transition layer at the local position of the bonding int...
Embodiment 3
[0068] A laser-assisted preparation method of a copper / high carbon steel composite material, comprising the following steps: cleaning and polishing the surface to be bonded of a copper strip with a thickness of 0.3 mm and a high carbon steel strip with a thickness of 1.2 mm, and the laser energy density is 120 W / mm 2 , the laser irradiation angle is 15°, the angle between the copper strip and the high carbon steel strip is 45°, the laser spot size is 3×10 mm, the rolling deformation is 2%, the rolling speed is 20 mm / s, and the nitrogen flow rate is 5 L / min, so that the surface of the high-carbon steel strip at the interface to be bonded produces a molten layer with a thickness of 200 μm. The microstructure of the bonding interface after rolling is as follows: Figure 7 As shown, there is a transition layer at the local position of the bonding interface, without holes, and the bonding is good.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Angle | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



