

Grinding fluid in use for superhard abrasive grinding wheel of metal binding agent electrolyzable online, and preparation method
A technology of metal bond and superabrasive, which is applied in the field of grinding fluid, can solve the problems of resin bond abrasive tools such as difficulty in sharpening, short service life, and poor geometric shape retention of the working surface, etc. strong effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Embodiment 1: implementation condition: M7130 type horizontal axis rectangular table surface grinder, metal bond CBN emery wheel and vitrified bond CBN emery wheel that can be electrolyzed on-line each one, the granularity of emery wheel is 120#, the linear velocity Vs=20m / s of emery wheel , table feed speed f = 10m / min, grinding wheel feed a p =0.0025mm, the workpiece material is HR-1 hydrogen-resistant stainless steel. The metal bond CBN grinding wheel 1 that can be electrolyzed online is made as follows:
[0033] Abrasive: 120# particle size, 100% concentration of CBN
[0034] Binder: It is made of 80% iron powder, 10% copper powder, 5% nickel powder and 5% ferric oxide powder.
[0035] Wherein percentage is mass percent.
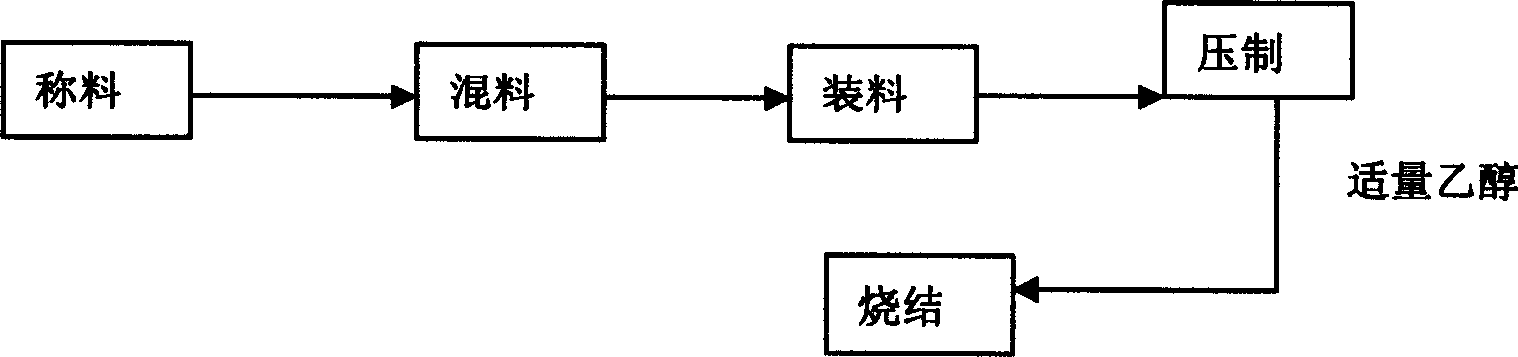
[0036] Sintering method: use the above-mentioned cold pressing sintering method to make the grinding wheel.
[0037] The preparation method of the grinding fluid used in conjunction with the above grinding wheel is as follows:
[00...
Embodiment 2
[0045] Embodiment 2: implementation conditions: M7130 type horizontal shaft rectangular platform surface grinder, each piece of metal bond CBN emery wheel and vitrified bond CBN emery wheel that can be electrolyzed online, the granularity of emery wheel is 120#, and the grinding consumption of use is the line of emery wheel Speed Vs=20m / s, table feed speed f=10m / min, grinding wheel feed a p=0.0025mm, the workpiece material is steel bonded carbide.
[0046] The manufacturing method of metal-based diamond and CBN mixed abrasive grinding wheel 2 is as follows:
[0047] Abrasive: 120# particle size, 100% concentration of diamond and CBN mixed abrasive.
[0048] Binder: 70% iron powder, 10% copper powder, 10% silver powder, 2% tin powder, 3% zinc powder, 5% tetra
[0049] Made from ferric oxide powder. Wherein percentage is mass percent.
[0050] Sintering method: use the above-mentioned cold pressing sintering method to make the grinding wheel.
[0051] The preparat...
Embodiment 3
[0058] Embodiment 3: implementation conditions: M7130 type horizontal shaft rectangular table surface grinder, each piece of metal bond CBN emery wheel and vitrified bond CBN emery wheel that can be electrolyzed online, the granularity of emery wheel is 120#, and the grinding consumption that uses is the line of emery wheel Speed Vs=20m / s, table feed speed f=10m / min, grinding wheel feed a p =0.0025mm, the workpiece material is cemented carbide. The manufacture method of metal-based diamond abrasive grinding wheel 3 is as follows:
[0059] Abrasive: 120# grain size, 100% concentration of diamond abrasive.
[0060] Binder: 60% iron powder, 15% copper powder, 15% tin powder, 5% zinc powder, 5% graphite powder
[0061] into. Wherein percentage is mass percent.
[0062] Sintering method: use the above-mentioned cold pressing sintering method to make the grinding wheel.
[0063] The preparation method of the grinding fluid used in conjunction with the above grinding w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More