

Simulated moving bed chromatography separating method of omeprazole antimer
A simulated moving bed and omeprazole technology, which is applied in the field of simulated moving bed chromatography separation of omeprazole enantiomers, can solve the problem of unavailable raw materials for preparation of chiral stationary phases, expensive commercial stationary phases, and high production costs. problems, to achieve the effect of stable product quality, continuous production and simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
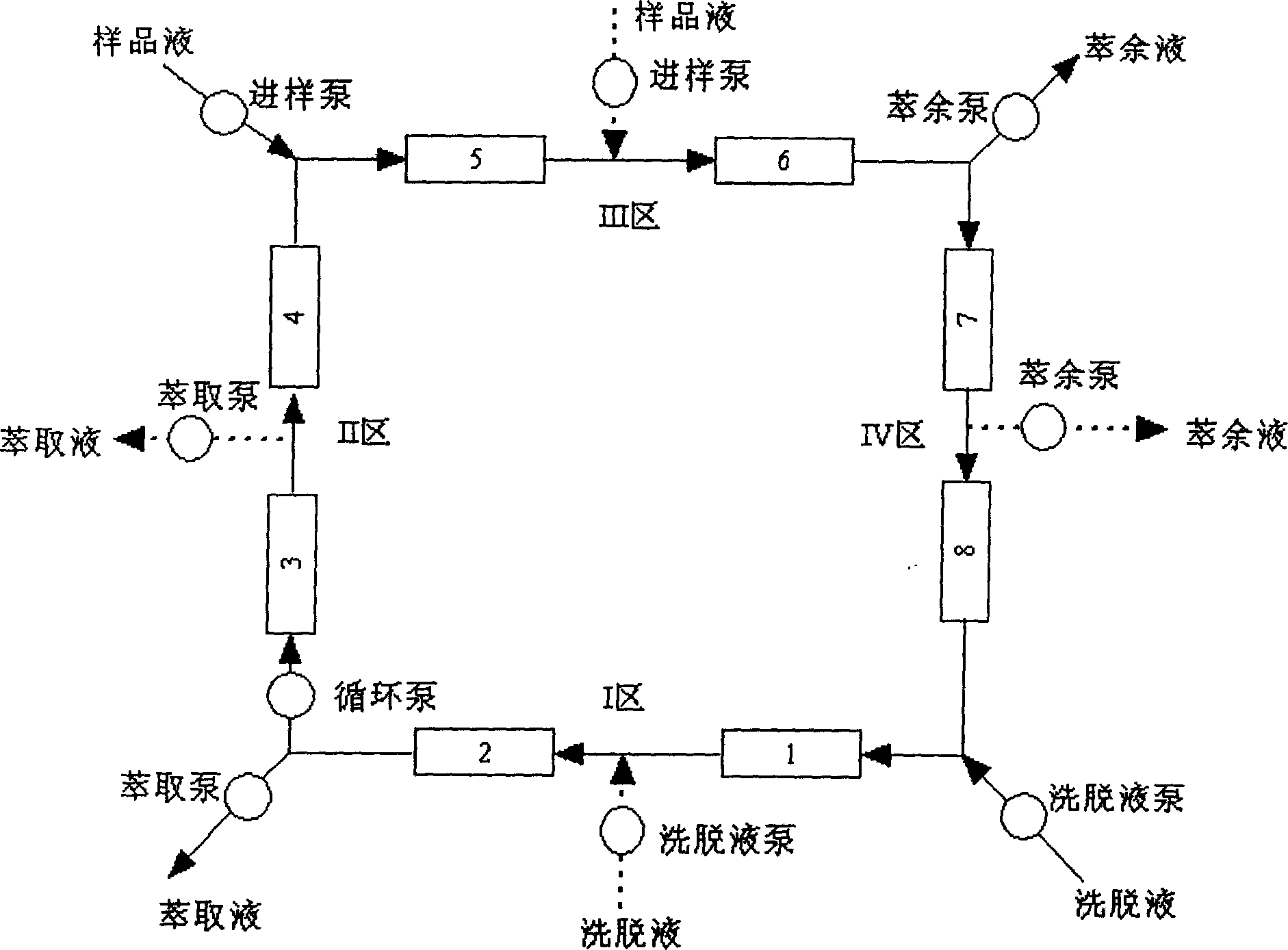
Method used
Image

Examples
example 1
[0039] a. Operating conditions
[0040] Mobile phase: pure ethanol
[0041] Injection concentration: racemic omeprazole concentration 20mg / ml
[0042] Injection liquid flow rate: U F =5ml / min
[0043] Eluent flow rate: U E =23.5ml / min
[0044] Raffinate flow rate: U R =10ml / min
[0045] Extraction flow rate: U X =18.5ml / min
[0046] Switching time: t S =0.89min
[0047] b. Finished product analysis
[0048] The raffinate and extract compositions were analyzed with a Chiralpak AD column. The purity of S-(-)-omeprazole in the raffinate was 99.48, and the purity of R-(+)-omeprazole in the extract was 98.65%. Each kilogram of stationary phase can produce 1.3kg of S-(-)-omeprazole and R-(+)-omeprazole per day, and the mobile phase consumption is 0.578m 3 / Kg, the recovery rate of S-(-)-omeprazole is 98.64%.
example 2
[0050] a. Operating conditions
[0051] Mobile phase: pure ethanol / diethylamine (100 / 1)
[0052] Injection concentration: racemic omeprazole concentration 40mg / ml
[0053] Injection liquid flow rate: U F =4ml / min
[0054] Eluent flow rate: U E =11.2ml / min
[0055] Raffinate flow rate: U R =5.4ml / min
[0056] Extraction flow rate: U X =9.8ml / min
[0057] Switching time: t s =1.04min
[0058] b. Finished product analysis
[0059] The raffinate and extract compositions were analyzed with a Chiralpak AD column. The purity of S-(-)-omeprazole in the raffinate was 98.84%, and the purity of R-(+)-omeprazole in the extract was 99.45%. Each kilogram of stationary phase can produce 2.1kg of S-(-)-omeprazole per day, and the mobile phase consumption is 0.25m 3 / Kg, the recovery rate of S-(-)-omeprazole is 99.45%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More