

Cold extruding die steel and heat treatment technique thereof
A new type of mold and mold steel technology, applied in heat treatment equipment, heat treatment process control, manufacturing tools, etc., can solve problems such as high production costs and alloys that cannot meet requirements, achieve long service life, improve hardenability and comprehensive mechanical properties , the effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] A new type of cold extrusion die steel, the die steel includes: carbon C0.8%, chromium Cr7.8%, molybdenum Mo1.5%, vanadium V0.5%, nickel Ni0.6%, tungsten W0 .6%, silicon Si0.2%, manganese Mn0.2%, niobium 0.3%, titanium 0.3%, rare earth elements 0.05%, sulfur S≤0.015%, phosphorus P≤0.02%, and the balance is iron Fe.
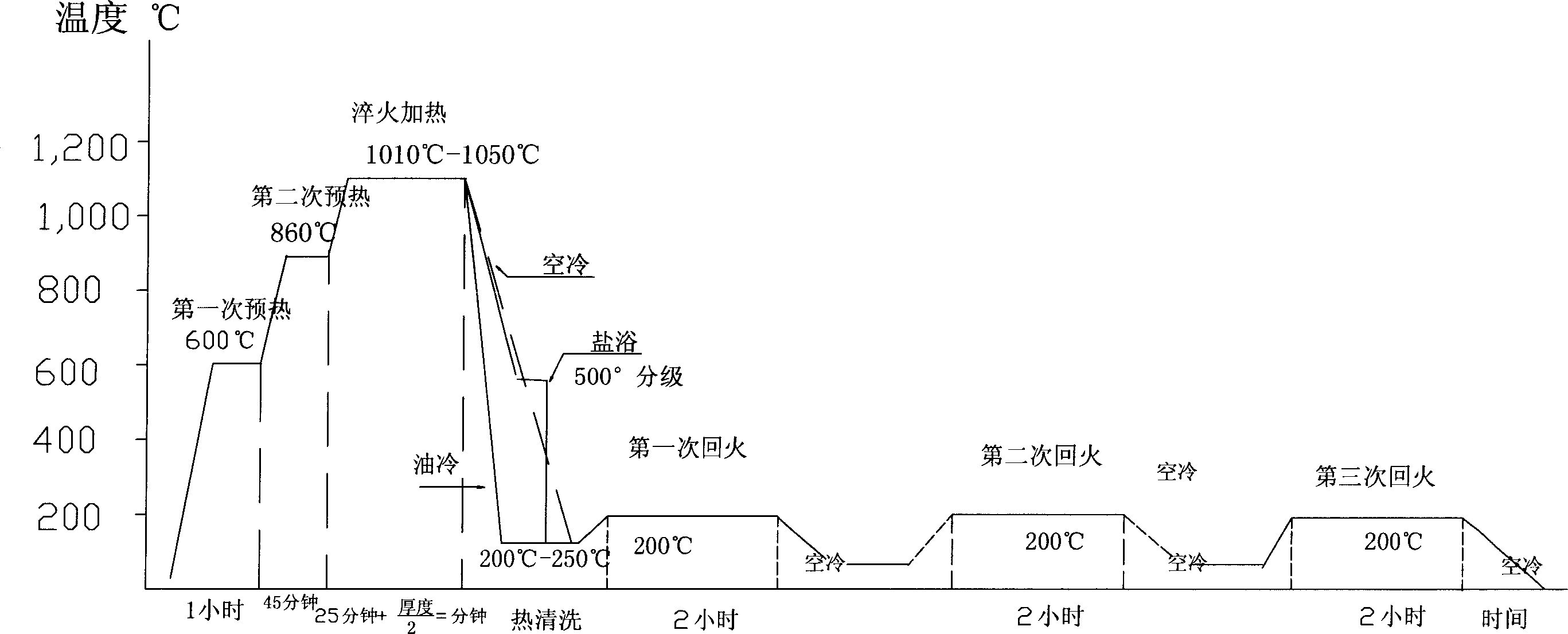
[0039] The heat treatment process of the above-mentioned novel cold extruded die steel can be carried out in the following steps:
[0040] (1), the first preheating, the temperature is 600 ℃, and the preheating time is 45 minutes;
[0041] (2), the second preheating, the temperature is 850 ℃, and the preheating time is 45 minutes;
[0042] (3) Quenching heating, the quenching heating temperature is 1010-1050°C, the quenching time is: 25+material thickness / 2 (minutes), and then the oil is cooled to 200-250°C for hot cleaning;
[0043] (4) For the first tempering, the tempering temperature is 200°C, the tempering time is 2 hours, and then air-cooled to room t...
Embodiment 2
[0047] A new type of cold extrusion die steel, the die steel includes: carbon C0.75%, chromium Cr7.3%, molybdenum Mo1.2%, vanadium V0.3%, nickel Ni0.3%, tungsten W0 .4%, silicon Si0.1%, manganese Mn0.1%, niobium 0.3%, titanium 0.3%, rare earth elements 0.05%, sulfur S≤0.015%, phosphorus P≤0.02%, and the rest is iron Fe.
[0048] The heat treatment process of the above-mentioned novel cold extruded die steel can be carried out in the following steps:
[0049] (1), the first preheating, the temperature is 600 ℃, and the preheating time is 45 minutes;
[0050] (2), the second preheating, the temperature is 850 ℃, and the preheating time is 45 minutes;
[0051] (3) Quenching heating, the quenching heating temperature is 1010-1050°C, the quenching time is: 25+material thickness / 2 (minutes), then cool in a salt bath, keep the temperature in stages when the temperature drops to 500°C, and then cool down to 200-200°C 250℃ hot cleaning;
[0052] (4) For the first tempering, the temp...
Embodiment 3
[0056] A new type of cold extrusion die steel, the die steel includes: carbon C0.85%, chromium Cr8.3%, molybdenum Mo2.0%, vanadium V0.9%, nickel Ni0.9%, tungsten W1 .1%, silicon Si0.4%, manganese Mn0.4%, niobium 0.3%, titanium 0.3%, rare earth elements 0.05%, sulfur S≤0.015%, phosphorus P≤0.02%, and the rest is iron Fe.
[0057] The heat treatment process of the above-mentioned novel cold extruded die steel can be carried out in the following steps:
[0058] (1), the first preheating, the temperature is 600 ℃, and the preheating time is 45 minutes;
[0059] (2), the second preheating, the temperature is 850 ℃, and the preheating time is 45 minutes;
[0060] (3) Quenching heating, the quenching heating temperature is 1010-1050°C, the quenching time is: 25+material thickness / 2 (minutes), and then air-cooled;
[0061] (4) For the first tempering, the tempering temperature is 200°C, the tempering time is 2 hours, and then air-cooled to room temperature;
[0062] (5), tempering ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More