

Surfactant for magnesium alloy TIG welding and its prepn process and usage
A surfactant and magnesium alloy technology, applied in welding equipment, welding equipment, arc welding equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0019] Surfactant for magnesium alloy TIG welding (mass percentage): 40% CdCl 2 , 25%Cr 2 o 3 , 25%TiO 2 , 10% SiO 2 .
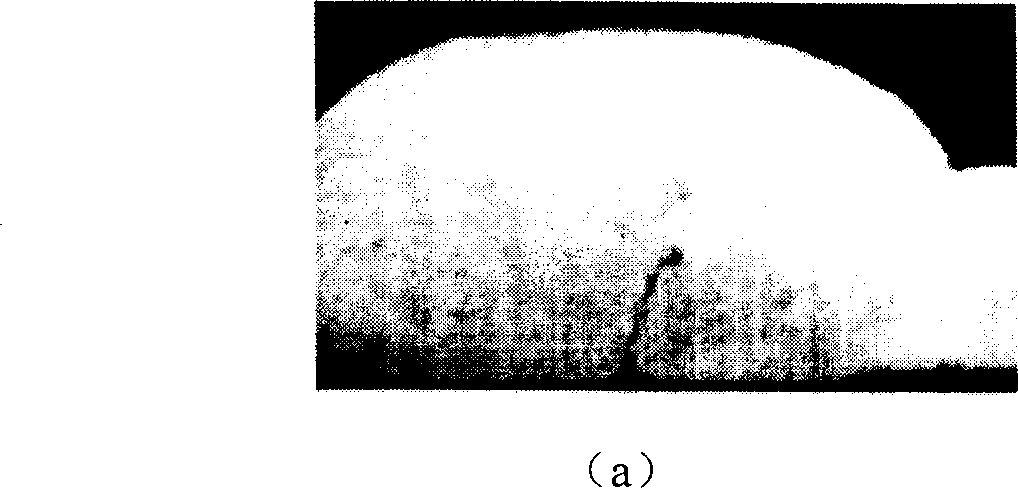
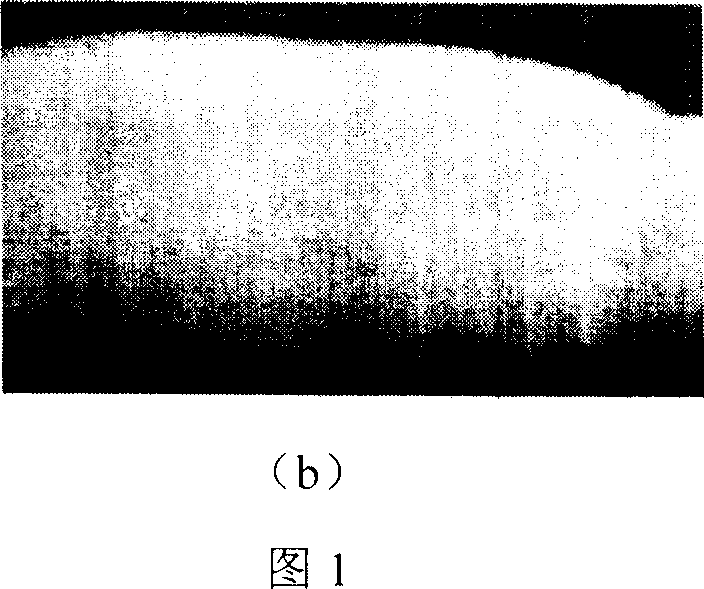
[0020] The surfactants configured according to the above ingredients were mixed and ball milled in a ball mill for 4 hours. The active agent after ball milling is mixed with acetone into a slurry that is easy to coat, and it is evenly coated on the surface of the weld bead of the magnesium alloy workpiece to be welded by spraying, and the coating amount is 2mg / cm 2 . The magnesium alloy workpiece is an AZ61 magnesium alloy extruded plate of 90mm×50mm×4mm, the joint form is a non-groove butt joint, the filler wire is AZ31 magnesium alloy, and the diameter of the welding wire is 2.5mm. NSA-400 AC argon arc welding machine is used on CZ-2 type welding trolley with pure Ar gas protection for welding (industrial argon welding is prone to porosity). The welding process parameters are welding current 100A, welding speed 270mm / min, The flow rate of argon gas ...
example 2
[0022] Surfactant for magnesium alloy TIG welding (mass percentage): 20% CdCl 2 , 35% ZnCl 2 , 15%Cr 2 o 3 , 20%TiO 2 , 10% SiO 2 .
[0023] The surfactants configured according to the above ingredients were mixed and ball milled in a ball mill for 4 hours. The active agent after ball milling is prepared with acetone into a slurry that is easy to apply, and is evenly applied to the surface of the weld bead of the magnesium alloy workpiece to be welded by brushing, and the coating amount is 4mg / cm 2 . The magnesium alloy workpiece is an AZ31 magnesium alloy extruded plate of 90mm×50mm×4mm, the joint form is a non-groove butt joint, the filler wire is AZ31 magnesium alloy, and the diameter of the welding wire is 2.5mm. NSA-400 AC argon arc welding machine is used on CZ-2 type welding trolley with pure Ar gas protection for welding (industrial argon welding is prone to porosity). The welding process parameters are welding current 100A, welding speed 270mm / min, The flow ra...
example 3
[0025] Surfactant for magnesium alloy TIG welding (mass percentage): 60% ZnCl 2 , 15%Cr 2 o 3 , 15%TiO 2 , 10% SiO 2 .
[0026] The surfactants configured according to the above ingredients were mixed and ball milled in a ball mill for 4 hours. The active agent after ball milling is mixed with acetone into a slurry that is easy to apply, and is evenly applied to the surface of the weld bead of the magnesium alloy workpiece to be welded by brushing, and the coating amount is 3mg / cm 2 . The magnesium alloy workpiece is a 90mm×50mm×10mm AZ31 magnesium alloy extruded plate, the joint form is non-groove butt joint, the filler wire is AZ31 magnesium alloy, and the diameter of the welding wire is 2.5mm. NSA-400 AC argon arc welding machine is used on the CZ-2 type welding trolley to use pure Ar gas protection for welding (industrial argon welding seams are prone to porosity). The welding process parameters are welding current 250A, welding speed 270mm / min, The flow rate of arg...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More